Overview over the different measurement methods for geometry error correction for measuring machines and machine tools
|
|
|
- Elvin Warner
- 5 years ago
- Views:
Transcription



")


1 Overview over the different measurement methods for geometry error correction for measuring machines and machine tools Eugen Trapet, ISM3D, Spain ISM3D: Measurement service and training provider in the north of Spain several high accuracy CMMs, partly self retrofitted (I++) and compensated (with own artefacts) Trapet Precision: Metrology engineering, artifact development and manufacturing, correction software tools (compensation module for integration), uncertainty evaluation tools (Virtual CMM for integration) 1
2 Contents - Errors to deal with - linear axes - rotary axes - rigid body model errors - non-rigid-body model errors - Applying corrections ( standard formats ) - Measurement devices and methods - direct selective methods X X (displacement or position) angle (displacement or position) - indirect analytic methods X (displacement or position) - Verifying corrections and maintaining corrections valid - Conclusions Numerical correction of geometry errors Rigid Body Error Model linear movement of a carriage X xty xry xtx xrx errors of the movement in each translatorical xtz point of its trajectory rotatorical xrz = last kinematic axis (carries probe head) slide 1 slide 3 slide 2 "all errors are defined on the axes" reference point on probe head ("master probe") = second kinematic axis X = first kinematic axis 2
3 Numerical correction of geometry errors Gantry specific errors, rotary axes slave master normally solved by 2 independent scale calibrations; as well yaw correction is possible... but don't measure with tilt interferometer or autocollimator Numerical correction of geometry errors Non-Rigid-Body Errors X X X X measurement errors in X at table height measurement errors in X at maximum -height 3



4 Classical measurement devices used for machine alignment and error parameter measurement Correction of geometry errors: Origins of 3D interferometric measurements 4




5 Correction of geometry errors: Origins of 3D interferometric measurements The Laser Tracer Laser Tracer hardware Videos! on the fly measurement ETALON 5




6 Special features of the Laser Tracer concept Machine performance verification according to ISO ff: axial and space-diagonal displacement measurements ETALON Rotary table calibration: axis direction and position Videos! Laser Tracer on machine tools ETALON 6




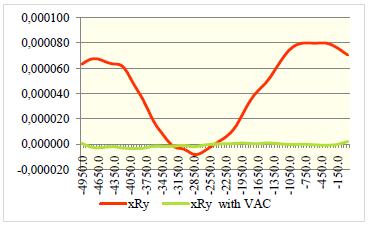
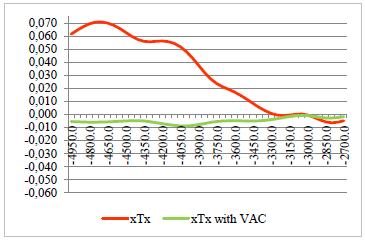

7 Errors before compensation and re-measured with compensation activ (all with Laser Tracer) ETALON Errors before compensation and re-measured with compensation active (all with Laser Tracer) 7

8 All errors before compensation and remeasured with compensation active, courtesy: AFM-Tec The Laser Tracer MT Videos! ETALON 8




 Trunnion")
9 3D ball beams and self-centring probe 3 errors at once, 6 in combination with several beam positions from project MT-Check minutes per axis Uncertainty of probe: < mm IBS-PE Measurement of rotary axes with self-centring probe Measurement of rotary axis Problem: the exact location & squareness of a rotary axis is not well known at the micrometre level of 5 axis machine tool. IBS-PE Video! Swivel head machine (large machines) Trunnion table machine (large and small exist) 9

 NC code")


10 Pre-correction of NC-Programs Nominal workpiece geometry Tool geometry Esprit software package Measurement data Machine error model Extended IBS-Esprit software package NC code (nominal) NC code (compensated) Machine tool controllor Machine tool controllor Nominal workpiece Corrected workpiece Main flowchart of compensation software package IBS-PE Ball beam for full error correction, tactile meaurement in typically 8 hours 10





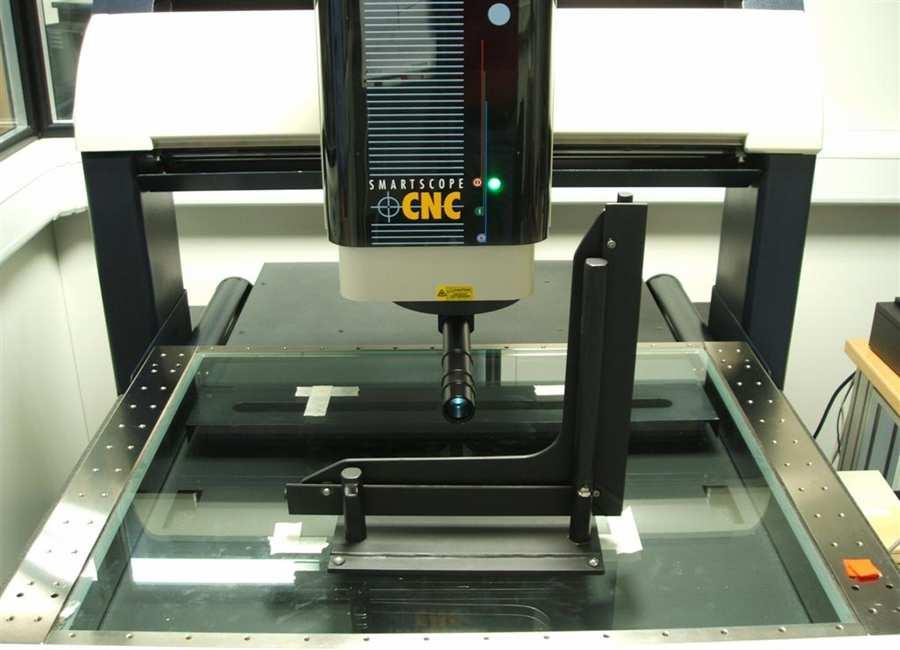
11 Ball plate for full error correction, tactile measurement in typically 8 hours Ball plate for full error correction, optical measurement in typically 2-3 hours 11
![Ball plate for full error correction, output of so called *.exc format, directly read by correction module [R] U_LINEAR = 0.000000000 GRIDPOINTS = { 30.0 0.000000000 70.0 0.000004209 110.](/docs-images/89/97563204/images/12-0.jpg "0 0.000006425 150.0 0.000009621 190.0 0.000013323 230.0 0.000014222 270.0 0.000012181 310.0 0.000009768 350.0 0.000009011 390.0 0.000009572 430.0 0.000009423 470.0 0.000008328 510.0 0.000007402 550.")
![0 0.000006916 590.0 0.000006767 630.0 0.000006787 670.0 0.000006841 710.0 0.000006692 750.0 0.000006847 790.0 0.000007610 830.0 0.000008677 870.0 0.000010488 } [XW] U_CONSTANT = 0.](/docs-images/89/97563204/images/12-1.jpg "0000000 VALUE = -0.000005145 [XW] U_CONSTANT = 0.0000000 VALUE = -0.000012459 [W] U_CONSTANT = 0.0000000 VALUE = -0.000024607 [XRX] U_CONSTANT = 0.0000000 VALUE = _. [ALFAX] U_CONSTANT = 0.")
![0000000 VALUE = 0.000000000 [ALFA] U_CONSTANT = 0.0000000 VALUE = 0.000000000 [ALFA] U_CONSTANT = 0.0000000 VALUE = 0.000000000 [TMATRIX] U_CONSTANT = 0.](/docs-images/89/97563204/images/12-2.jpg "0000000 VALUE = 1 0 0 0 1 0 0 0 1 Ball beam method with optical sensor for machine tools, using 2D-ball-beam this is still a prototype sensor Video!")
12 Ball plate for full error correction, output of so called *.exc format, directly read by correction module [R] U_LINEAR = GRIDPOINTS = { } [XW] U_CONSTANT = VALUE = [XW] U_CONSTANT = VALUE = [W] U_CONSTANT = VALUE = [XRX] U_CONSTANT = VALUE = _. [ALFAX] U_CONSTANT = VALUE = [ALFA] U_CONSTANT = VALUE = [ALFA] U_CONSTANT = VALUE = [TMATRIX] U_CONSTANT = VALUE = Ball beam method with optical sensor for machine tools, using 2D-ball-beam this is still a prototype sensor Video! Measurement in 7 positions (full) plus 4 (á 3balls) Time required < 3 hours 12
")


13 Ball beam method (here 2D ball beams) Ball beam positions for a Portal and Gantry Type machine (here for 2D beams) API s XD-Laser, a direct 5-degrees-offreedom measuring system Videos! API linear movement of a carriage X Equivalent to: xry xty xrx xtx translatorical xtz errors of the movement in each xrz point of its trajectory rotatorical 13




14 Renishaw s new 6 degree of freedom measuring device. RENISHAW s brand new 6-degrees-of-freedom error measuring system working title: 6-dof It is so far UCC2-dependent. This is an advantage as far as automatization is concerned, there is no need for precise alignment (machine follows laser); head size is aprox. 60mm x 60mm x 60mm linear movement of a carriage X Equivalent to xty xry xtx translatorical xtz errors of the movement in each point of its trajectory rotatorical xrx xrz Renishaw Renishaw s new 6 degree of freedom measuring device. example of high density raw data from 6dof classical measurement of rotatorical errors Renishaw corresponding 6dof measurement 14



15 Renishaw s new 6 degree of freedom measuring device. classical measurement of translatorical errors Renishaw corresponding 6dof measurement Optodyne s laser vector measuring device. Optodyne 15
, Dz(x), Dx(y), Dz(y),")

16 Optodyne s laser vector measuring device. Optodyne s laser vector measuring device. Results: - straightness errors Dy(x), Dz(x), Dx(y), Dz(y), Dx(z), Dy(z) - squareness errors Bxy, Bzx, Byz - diagonal displacement test Ed Optodyne 16

17 Using only one linear interferometer for 21 error measurement Measuring the errors of the rotary heads of CMMs and og 5 axis machine tools offset and tilt of axis measure with: offset and tilt of axis - Laser Tracer on machine table, cat's eye in spindle, move head around Tracer - self-centring probe on machine table, 2 balls at different distance in spindle chuck move Cartesian axes and head axes - probe in spindle, ball on table, move Cartesian axes and head axes Work first with aproximated values for axis locations. Calculate corrections as circle or axis tilt and centre offset. 17



18 Measuring the errors of the rotary heads of CMMs and og 5 axis machine tools FIDIA API s Smart Track System measures 6 degrees of freedom at once Videos! Here the Smart Track is measuring head errors, i.e. first of all head axes position and orientation As well the 21 or more errors of Cartesian axes can be measured too API 18

19 Verifying a correction and maintaining a correction valid Not all error measurement methods are suited to verify the same errors measured for the exactness of their correction: Laser displacement interferometers, straightness measuring systems, and direct distance measuring systems as well as artefacts are well suited Machine design may substantially favour the accuracy of correction measurements, the stability of errors over time and facilitate the use of the corrected machine Most important a design taking temperature and temperature changes into consideration; Low CTE scales are the most important improvement of course together with work piece temperature compensation. compensating work piece temperature at the level of uncertainty of 1 ºC is easier than compensating during the calibration of the machine at the level of uncertainty of 0.3 ºC or even when calibrating a steel standard at the level of uncertainty of < 0.1 ºC! Reference structures in/on the machine and external reference objects measured e.g. by the machine allow to judge the stability and facilitate low order tuning values (for example for squareness changes and gradient induced pitch) Verifying a correction and maintaining a correction valid Use of simple artifacts, measured with the machine, here: balltetrahedron 19
20 Maintaining a correction valid Here: duplex alignment (re-alignment by user) 2 1 X 2 X Duplex Alignment translation and rotation; desirable: scale factor, pitch, yaw and roll harmonization Conclusions For CMMs the full correction exists since about 30 years and is indispensable today for the accuracy; On site calibration become more feasible with the new calibration methods and thus a higher accuracy for a larger number of CMMs; This goes hand in hand with more thermally stable designs of the CMMs and with the capability of the user to monitor his machine accuracy (artefacts) The full scale correction of machine tools has just started and has great potential still, many controllers have full error correction now, for high accuracy part machining it is already indispensable. In order to monitor the machine tool accuracy the users will more and more rely on periodic verifications (e.g. by artefact measurement) Correction parameter measurement has evolved from a tedious job of 1 week to a profitable 1 day s job (profitable for service and client) 20
Dr. Heinrich Schwenke, CEO Etalon AG
 The latest trends and future possibilities of volumetric error compensation for machine tools Errors of machine tools Kinematic chain Conventional measurements Etalons Multilateration approach Compensation
The latest trends and future possibilities of volumetric error compensation for machine tools Errors of machine tools Kinematic chain Conventional measurements Etalons Multilateration approach Compensation
Laser diagonal testing
 Laser diagonal testing H-5650-2056-01-B 20/08/2018 1 Introduction This presentation explains how Renishaw laser calibration systems can be used to check machine positioning performance along machine diagonals,
Laser diagonal testing H-5650-2056-01-B 20/08/2018 1 Introduction This presentation explains how Renishaw laser calibration systems can be used to check machine positioning performance along machine diagonals,
Squareness C0Y A0Z B0Z
 ETALON offers system solutions for highly accurate and complete geometric analysis, monitoring and accuracy improvement of machine tools, measuring machines, robots and structures. Innovative technologies
ETALON offers system solutions for highly accurate and complete geometric analysis, monitoring and accuracy improvement of machine tools, measuring machines, robots and structures. Innovative technologies
Lecture 3. Volumetric Positioning Errors
 Lecture 3 Volumetric Calibration and Compensation 3-1 Volumetric Positioning Errors A linear displacement error is the positioning error in the same direction as the axis direction. The volumetric positioning
Lecture 3 Volumetric Calibration and Compensation 3-1 Volumetric Positioning Errors A linear displacement error is the positioning error in the same direction as the axis direction. The volumetric positioning
Accuracy for CMMs and Machine Tools
 Systematic machine errors Rapid Calibration and Compensation of CMM and Machine ools: Recent Developments of the Lasertracer echnology Motivation Geometry errors he LaserRACER RAC-CAL for Error Mapping
Systematic machine errors Rapid Calibration and Compensation of CMM and Machine ools: Recent Developments of the Lasertracer echnology Motivation Geometry errors he LaserRACER RAC-CAL for Error Mapping
Assessment of the volumetric accuracy of a machine with geometric compensation
 Assessment of the volumetric accuracy of a machine with geometric compensation A.P. Longstaff, S.R. Postlethwaite & D.G. Ford Precision Engineering Centre, University of HuddersJield, England Abstract
Assessment of the volumetric accuracy of a machine with geometric compensation A.P. Longstaff, S.R. Postlethwaite & D.G. Ford Precision Engineering Centre, University of HuddersJield, England Abstract
Contents 1 Measurement and Machine Tools An Introduction
 Contents 1 Measurement and Machine Tools An Introduction... 1 1.1 Why the Need for Accurate and Precise Machine Tools a Brief History.... 1 1.2 The Early Historical Development of a Linear Measurements....
Contents 1 Measurement and Machine Tools An Introduction... 1 1.1 Why the Need for Accurate and Precise Machine Tools a Brief History.... 1 1.2 The Early Historical Development of a Linear Measurements....
COMPARISON OF ERROR MAPPING TECHNIQUES FOR COORDINATE MEASURING MACHINES USING THE PLATE METHOD AND LASER TRACER TECHNIQUE
 I IMEKO World Congress Fundamental and Applied Metrology September 6, 9, Lisbon, Portugal COMPARISON OF ERROR MAPPING TECHNIQUES FOR COORDINATE MEASURING MACHINES USING THE PLATE METHOD AND LASER TRACER
I IMEKO World Congress Fundamental and Applied Metrology September 6, 9, Lisbon, Portugal COMPARISON OF ERROR MAPPING TECHNIQUES FOR COORDINATE MEASURING MACHINES USING THE PLATE METHOD AND LASER TRACER
Current Issues in CNC Machine Tools 3D Volumetric Positioning Accuracy. Charles Wang
 Current Issues in CNC Machine Tools 3D Volumetric Positioning Accuracy Charles Wang Optodyne, Inc., 1180 Mahalo Place Rancho Dominguez, CA 90220, USA Tel. :+ 1 (310) 635-7481 Fax : +1 (310) 635-6301 Email:
Current Issues in CNC Machine Tools 3D Volumetric Positioning Accuracy Charles Wang Optodyne, Inc., 1180 Mahalo Place Rancho Dominguez, CA 90220, USA Tel. :+ 1 (310) 635-7481 Fax : +1 (310) 635-6301 Email:
Length, Germany, PTB (Physikalisch-Technische Bundesanstalt)
") Laser radiations Laser radiations Laser radiations Laser radiations Length Length Frequency stabilized laser (He- Ne): vacuum wavelength Frequency stabilized laser (He- Ne): absolute frequency Frequency
Laser radiations Laser radiations Laser radiations Laser radiations Length Length Frequency stabilized laser (He- Ne): vacuum wavelength Frequency stabilized laser (He- Ne): absolute frequency Frequency
Rapid Machine Tool Verification
 Available online at www.sciencedirect.com ScienceDirect Procedia CIRP 00 (2014) 000 000 www.elsevier.com/locate/procedia 8th International Conference on Digital Enterprise Technology - DET 2014 Disruptive
Available online at www.sciencedirect.com ScienceDirect Procedia CIRP 00 (2014) 000 000 www.elsevier.com/locate/procedia 8th International Conference on Digital Enterprise Technology - DET 2014 Disruptive
good check of volumetric accuracy. However, if the mea error components. However, if the errors measured are large,
 REVIEW OF SCIENTIFIC INSTRUMENTS VOLUME 71, NUMBER 10 OCTOBER 2000 Laser vector measurement technique for the determination and compensation of volumetric positioning errors. Part I: Basic theory Charles
REVIEW OF SCIENTIFIC INSTRUMENTS VOLUME 71, NUMBER 10 OCTOBER 2000 Laser vector measurement technique for the determination and compensation of volumetric positioning errors. Part I: Basic theory Charles
OUT OF MACHINE CALIBRATION TECHNIQUE FOR ANALOG PROBES
 XVIII IMEKO WORLD CONGRESS Metrology for a Sustainable Development September, 17 22, 2006, Rio de Janeiro, Brazil OUT OF MACHINE CALIBRATION TECHNIQUE FOR ANALOG PROBES J.J. Aguilar 1, J.A. Yagüe 1, J.A.
XVIII IMEKO WORLD CONGRESS Metrology for a Sustainable Development September, 17 22, 2006, Rio de Janeiro, Brazil OUT OF MACHINE CALIBRATION TECHNIQUE FOR ANALOG PROBES J.J. Aguilar 1, J.A. Yagüe 1, J.A.
DESIGN AND VERIFICATION OF THE TRINANO ULTRA PRECISION CMM
 URN (Paper): urn:nbn:de:gbv:ilm1-2011iwk-092:8 56 TH INTERNATIONAL SCIENTIFIC COLLOQUIUM Ilmenau University of Technology, 12 16 September 2011 URN: urn:nbn:gbv:ilm1-2011iwk:5 DESIGN AND VERIFICATION OF
URN (Paper): urn:nbn:de:gbv:ilm1-2011iwk-092:8 56 TH INTERNATIONAL SCIENTIFIC COLLOQUIUM Ilmenau University of Technology, 12 16 September 2011 URN: urn:nbn:gbv:ilm1-2011iwk:5 DESIGN AND VERIFICATION OF
University of Huddersfield Repository
 University of Huddersfield Repository Borisov, Oleg New optical sensing system applied to taut wire based straightness measurement Original Citation Borisov, Oleg (2015) New optical sensing system applied
University of Huddersfield Repository Borisov, Oleg New optical sensing system applied to taut wire based straightness measurement Original Citation Borisov, Oleg (2015) New optical sensing system applied
A theoretical analysis of 4 body diagonal displacement measurement and sequential step diagonal measurement
 A theoretical analysis of 4 body diagonal displacement measurement and sequential step diagonal measurement C. Wang & G. Liotto Optodyne, Inc., Compton, CA 90220, U.S.A. Abstract The introduction of B5.54
A theoretical analysis of 4 body diagonal displacement measurement and sequential step diagonal measurement C. Wang & G. Liotto Optodyne, Inc., Compton, CA 90220, U.S.A. Abstract The introduction of B5.54
Positioning system of a metrological AFM: design considerations
 Positioning system of a metrological AFM: design considerations AFM workshop LNE, Trappes Jan Piot K.U.Leuven Division PMA Overview Introduction General layout metrological AFM Layout of the positioning
Positioning system of a metrological AFM: design considerations AFM workshop LNE, Trappes Jan Piot K.U.Leuven Division PMA Overview Introduction General layout metrological AFM Layout of the positioning
XL-80 spares list. Application note. Overview
 XL-80 spares list Overview This application note lists the system components for the XL-80 laser system. To order please contact your local Renishaw office at www.renishaw.com/contact Description XL-80
XL-80 spares list Overview This application note lists the system components for the XL-80 laser system. To order please contact your local Renishaw office at www.renishaw.com/contact Description XL-80
Development of the next generation of 3D probing systems for the future co-ordinate measuring
 Development of the next generation of 3D probing systems for the future co-ordinate measuring machines and machine tools D.R. McMurtry Renishaw pic, New Mills, Wotton-under-Edge, Gloucestershire, GI72
Development of the next generation of 3D probing systems for the future co-ordinate measuring machines and machine tools D.R. McMurtry Renishaw pic, New Mills, Wotton-under-Edge, Gloucestershire, GI72
Volumetric positioning accuracy of CNC machining centers definitions and measurements
 Volumetric positioning accuracy of CNC machining centers definitions and measurements Ondrej Svoboda and Pavel Bach Research Center of Manufacturing Technology Czech Technical University in Prague, Czech
Volumetric positioning accuracy of CNC machining centers definitions and measurements Ondrej Svoboda and Pavel Bach Research Center of Manufacturing Technology Czech Technical University in Prague, Czech
IND62 TIM CALIBRATION OF FREE-FORM STANDARD AND THEIR APPLICATIONS FOR IN-PROCESS MEASUREMENT ON MACHINE TOOLS
 IND62 TIM CALIBRATION OF FREE-FORM STANDARD AND THEIR APPLICATIONS FOR IN-PROCESS MEASUREMENT ON MACHINE TOOLS VÍT ZELENÝ, IVANA LINKEOVÁ, PAVEL SKALNÍK (LENGTH MEASUREMENT DEPARTMENT) 5th November 2014
IND62 TIM CALIBRATION OF FREE-FORM STANDARD AND THEIR APPLICATIONS FOR IN-PROCESS MEASUREMENT ON MACHINE TOOLS VÍT ZELENÝ, IVANA LINKEOVÁ, PAVEL SKALNÍK (LENGTH MEASUREMENT DEPARTMENT) 5th November 2014
Good Practice guide to measure roundness on roller machines and to estimate their uncertainty
 Good Practice guide to measure roundness on roller machines and to estimate their uncertainty Björn Hemming, VTT Technical Research Centre of Finland Ltd, Finland Thomas Widmaier, Aalto University School
Good Practice guide to measure roundness on roller machines and to estimate their uncertainty Björn Hemming, VTT Technical Research Centre of Finland Ltd, Finland Thomas Widmaier, Aalto University School
Precimar. PLM and CiM Universal Length Measuring Machines
 24 Precimar. Precision Length Metrology Precimar. PLM and CiM Universal Length Measuring Machines LENGTH MEASURING MACHINES FOR HIGH-END CALIBRATION Mahr's universal length measuring machines are designed
24 Precimar. Precision Length Metrology Precimar. PLM and CiM Universal Length Measuring Machines LENGTH MEASURING MACHINES FOR HIGH-END CALIBRATION Mahr's universal length measuring machines are designed
GEOMETRIC CALIBRATION OF CMMs USING 3D LENGTH MEASUREMENTS
 GEOMETRIC CALIBRATION OF CMMs USING 3D LENGTH MEASUREMENTS F.P. d Hooghe 1, P. Schellekens 2 and L. Levasier 2 1 Metrology Laboratory in Europe, Mitutoyo Nederland B.V. 2 Section Precision Engineering,
GEOMETRIC CALIBRATION OF CMMs USING 3D LENGTH MEASUREMENTS F.P. d Hooghe 1, P. Schellekens 2 and L. Levasier 2 1 Metrology Laboratory in Europe, Mitutoyo Nederland B.V. 2 Section Precision Engineering,
3D Volumetric Positioning Measurement and Compensation of CNC Machines Using Laser Vector Technique
 3D Volumetric Positioning Measurement and Compensation of CNC Machines Using Laser Vector Technique O. Svoboda and P. Bach Research Center of Manufacturing Technology Czech Technical University in Prague,
3D Volumetric Positioning Measurement and Compensation of CNC Machines Using Laser Vector Technique O. Svoboda and P. Bach Research Center of Manufacturing Technology Czech Technical University in Prague,
Straightness measurement
 Page 1 of 45 Straightness measurement User guide This manual is available in English only 2000-2001 Renishaw - 8 August 2001 Issue 5.1 Procedure for performing straightness measurement Straightness measurements
Page 1 of 45 Straightness measurement User guide This manual is available in English only 2000-2001 Renishaw - 8 August 2001 Issue 5.1 Procedure for performing straightness measurement Straightness measurements
UNIT IV - Laser and advances in Metrology 2 MARKS
 UNIT IV - Laser and advances in Metrology 2 MARKS 81. What is interferometer? Interferometer is optical instruments used for measuring flatness and determining the lengths of slip gauges by direct reference
UNIT IV - Laser and advances in Metrology 2 MARKS 81. What is interferometer? Interferometer is optical instruments used for measuring flatness and determining the lengths of slip gauges by direct reference
A practical system for 5-axis volumetric compensation
 A practical system for 5-axis volumetric compensation S.R. Postlethwaite, D.G. Ford 7%e School of Engineering, The University ofhuddersfield, Oueensgate, Huddersfield, HD1 3DH, England Email: s.r.postlethwaite@hud.ac.uk
A practical system for 5-axis volumetric compensation S.R. Postlethwaite, D.G. Ford 7%e School of Engineering, The University ofhuddersfield, Oueensgate, Huddersfield, HD1 3DH, England Email: s.r.postlethwaite@hud.ac.uk
TEST METHODS FOR COORDINATED MOTION OF FIVE-AXIS MACHINING CENTERS
 TEST METHODS FOR COORDINATED MOTION OF FIVE-AXIS MACHINING CENTERS Shawn P. Moylan, Ronnie R. Fesperman, and M. Alkan Donmez Manufacturing Engineering Laboratories National Institute of Standards and Technology
TEST METHODS FOR COORDINATED MOTION OF FIVE-AXIS MACHINING CENTERS Shawn P. Moylan, Ronnie R. Fesperman, and M. Alkan Donmez Manufacturing Engineering Laboratories National Institute of Standards and Technology
Keysight Technologies 5530 Laser Calibration System Components
 Keysight Technologies 5530 Laser Calibration System Components Selection Guide * User provides PC with USB ports Introduction The Keysight Technologies, Inc. 5530 Laser Calibration System is designed with
Keysight Technologies 5530 Laser Calibration System Components Selection Guide * User provides PC with USB ports Introduction The Keysight Technologies, Inc. 5530 Laser Calibration System is designed with
Fast checking of CMM geometry with a patented tool
 17 International Congress of Metrology, 13012 (2015) DOI: 10.1051/ metrolo gy/201513012 C Owned by the authors, published by EDP Sciences, 2015 Fast checking of CMM geometry with a patented tool Jean-François
17 International Congress of Metrology, 13012 (2015) DOI: 10.1051/ metrolo gy/201513012 C Owned by the authors, published by EDP Sciences, 2015 Fast checking of CMM geometry with a patented tool Jean-François
Determining the 5-axes machine tool contouring performance with dynamic R-test measurements
 Determining the 5-axes machine tool contouring performance with dynamic R-test measurements H.A.M. Spaan 1, G.H.J. Florussen 1 1 IBS Precision Engineering, the Netherlands spaan@ibspe.com Abstract Current
Determining the 5-axes machine tool contouring performance with dynamic R-test measurements H.A.M. Spaan 1, G.H.J. Florussen 1 1 IBS Precision Engineering, the Netherlands spaan@ibspe.com Abstract Current
Length, United States, NIST (National Institute of Standards and Technology)
") Calibration or s Laser radiations Other stabilized laser: vacuum wavelength Optical beat frequency 633 633 4E-10 2 95% Yes 1 Length instruments Laser system: error of indicated L Comparison to master length
Calibration or s Laser radiations Other stabilized laser: vacuum wavelength Optical beat frequency 633 633 4E-10 2 95% Yes 1 Length instruments Laser system: error of indicated L Comparison to master length
SWING ARM OPTICAL CMM
 SWING ARM OPTICAL CMM Peng Su, Chang Jin Oh, Robert E. Parks, James H. Burge College of Optical Sciences University of Arizona, Tucson, AZ 85721 OVERVIEW The swing arm profilometer described in reference
SWING ARM OPTICAL CMM Peng Su, Chang Jin Oh, Robert E. Parks, James H. Burge College of Optical Sciences University of Arizona, Tucson, AZ 85721 OVERVIEW The swing arm profilometer described in reference
COMPACT PRECISION LINEAR MOTORIZED ACTUATORS LSMA Series LSMA-173
 COMPACT PRECISION LINEAR MOTORIZED ACTUATORS LSMA Series Narrow Width ized Translation Stages Compact (30 mm) design Precision bearing system Resolution 0.1 microns Standard stroke 20 and 50 mm Optional
COMPACT PRECISION LINEAR MOTORIZED ACTUATORS LSMA Series Narrow Width ized Translation Stages Compact (30 mm) design Precision bearing system Resolution 0.1 microns Standard stroke 20 and 50 mm Optional
The development of a laser array measurement system for three dimensional positioning testing in machine tool
 The development of a laser array measurement system for three dimensional ing testing in machine tool Wenyuh Jywe 1, Fong-Zhi Chen 2, Chun-Jen Chen 2, Hsin Hong Jwo 1, Jhih-Ming Pan 1 1 National Formosa
The development of a laser array measurement system for three dimensional ing testing in machine tool Wenyuh Jywe 1, Fong-Zhi Chen 2, Chun-Jen Chen 2, Hsin Hong Jwo 1, Jhih-Ming Pan 1 1 National Formosa
Limitations of laser diagonal measurements
 Precision Engineering 27 (2003) 401 406 Limitations of laser diagonal measurements Mark A.V. Chapman Laser and Calibration Products Division, Renishaw Plc., Old Town, Wotton-under-Edge, Glos GL12 7DW,
Precision Engineering 27 (2003) 401 406 Limitations of laser diagonal measurements Mark A.V. Chapman Laser and Calibration Products Division, Renishaw Plc., Old Town, Wotton-under-Edge, Glos GL12 7DW,
Research on error detection technology of numerical control machine tool. Cao YongJie
 Joint International Mechanical, Electronic and Information Technology Conference (JIMET 2015) Research on error detection technology of numerical control machine tool Cao YongJie Shanghai University of
Joint International Mechanical, Electronic and Information Technology Conference (JIMET 2015) Research on error detection technology of numerical control machine tool Cao YongJie Shanghai University of
1. Motivation 2. Nanopositioning and Nanomeasuring Machine 3. Multi-Sensor Approach 4. Conclusion and Outlook
 Prospects of multi-sensor technology for large-area applications in micro- and nanometrology 08/21/2011-08/25/2011, National Harbor E. Manske 1, G. Jäger 1, T. Hausotte 2 1 Ilmenau University of Technology,
Prospects of multi-sensor technology for large-area applications in micro- and nanometrology 08/21/2011-08/25/2011, National Harbor E. Manske 1, G. Jäger 1, T. Hausotte 2 1 Ilmenau University of Technology,
Nanoprecise measurement systems for. high-end industrial applications. Press Release
 Nanoprecise measurement systems for April 25, 2017 high-end industrial applications The IDS3010 from Munich-based attocube systems AG a wholly owned subsidiary of opens up a completely new dimension in
Nanoprecise measurement systems for April 25, 2017 high-end industrial applications The IDS3010 from Munich-based attocube systems AG a wholly owned subsidiary of opens up a completely new dimension in
XM-60 measures all six degrees of freedom
 XM-60 multi-axis calibrator 1 Process foundation Component quality is dependent on machine performance. Without understanding a machine s error profile it is impossible to have confidence that your components
XM-60 multi-axis calibrator 1 Process foundation Component quality is dependent on machine performance. Without understanding a machine s error profile it is impossible to have confidence that your components
Machine Tool Alignment Boring Mills, Gantries, Machining Centers, VTLs
 Application Note 1 Machine Tool Alignment Boring Mills, Gantries, Machining Centers, VTLs System Recommendations L-743 Machine Tool Alignment System Whether it's machining centers, boring mills, lathes
Application Note 1 Machine Tool Alignment Boring Mills, Gantries, Machining Centers, VTLs System Recommendations L-743 Machine Tool Alignment System Whether it's machining centers, boring mills, lathes
Abstract. 1. Introduction and Background
 Methods of testing calibration equipment in the UK's National Gear Metrology Laboratory R.C. Frazer and J. Hu Design Unit, Stephenson Building, University ofnewcastle upon Tyne, NE1 7RU England. Abstract
Methods of testing calibration equipment in the UK's National Gear Metrology Laboratory R.C. Frazer and J. Hu Design Unit, Stephenson Building, University ofnewcastle upon Tyne, NE1 7RU England. Abstract
The Virtual CMM a software tool for uncertainty evaluation practical application in an accredited calibration lab
 The Virtual CMM a software tool for uncertainty evaluation practical application in an accredited calibration lab Michael Trenk *, Matthias Franke **, Dr. Heinrich Schwenke ** * FEINMESS GmbH&Co. KG **
The Virtual CMM a software tool for uncertainty evaluation practical application in an accredited calibration lab Michael Trenk *, Matthias Franke **, Dr. Heinrich Schwenke ** * FEINMESS GmbH&Co. KG **
Precimar. PLM and CiM Universal Length Measuring Machines LENGTH MEASURING MACHINES FOR HIGH-END CALIBRATION
 Precimar Precimar. PLM and CiM Universal Length Measuring Machines LENGTH MEASURING MACHINES FOR HIGH-END CALIBRATION Mahr's universal length measuring machines are designed for absolute and relative measurement
Precimar Precimar. PLM and CiM Universal Length Measuring Machines LENGTH MEASURING MACHINES FOR HIGH-END CALIBRATION Mahr's universal length measuring machines are designed for absolute and relative measurement
Agilent 10706B High Stability Plane Mirror Interferometer
 7D Agilent 10706B High Stability Plane Mirror Interferometer Description Description The Agilent 10706B High Stability Plane Mirror Interferometer (see Figure 7D-1) is an improved version of the Agilent
7D Agilent 10706B High Stability Plane Mirror Interferometer Description Description The Agilent 10706B High Stability Plane Mirror Interferometer (see Figure 7D-1) is an improved version of the Agilent
EMRP JRP IND62 TIM: Use of on-board metrology systems for area-scanning on machine tools
 EMRP JRP IND62 TIM: Use of on-board metrology systems for area-scanning on machine tools Author: Co-authors: doc. Ing. Vít Zelený, CSc. doc. Ing. Ivana Linkeová, Ph.D. Ing. Jakub Sýkora Pavel Skalník Jaromír
EMRP JRP IND62 TIM: Use of on-board metrology systems for area-scanning on machine tools Author: Co-authors: doc. Ing. Vít Zelený, CSc. doc. Ing. Ivana Linkeová, Ph.D. Ing. Jakub Sýkora Pavel Skalník Jaromír
Proposed new tests for evaluating CMM performance
 Introduction Proposed new tests for evaluating CMM performance Pereira, P. H. & Beutel, D. E. Technical Services Division, Caterpillar Inc., Peoria, IL The current series of international standards for
Introduction Proposed new tests for evaluating CMM performance Pereira, P. H. & Beutel, D. E. Technical Services Division, Caterpillar Inc., Peoria, IL The current series of international standards for
ACTA TECHNICA CORVINIENSIS Bulletin of Engineering Tome X [2017] Fascicule 2 [April June] ISSN:
![ACTA TECHNICA CORVINIENSIS Bulletin of Engineering Tome X [2017] Fascicule 2 [April June] ISSN:](/thumbs/88/117280512.jpg "ACTA TECHNICA CORVINIENSIS Bulletin of Engineering Tome X [2017] Fascicule 2 [April June] ISSN:") Tome X [2017] Fascicule 2 [April June] ISSN: 2067 3809 1. Yung-Cheng WANG, 2. Bean-Yin LEE, 1. Chih-Hao HUANG, 3. Chi-Hsiang CHEN DEVELOPMENT OF THE AXIAL PRECISION INSPECTION SYSTEM FOR SPINDLES IN TOOL
Tome X [2017] Fascicule 2 [April June] ISSN: 2067 3809 1. Yung-Cheng WANG, 2. Bean-Yin LEE, 1. Chih-Hao HUANG, 3. Chi-Hsiang CHEN DEVELOPMENT OF THE AXIAL PRECISION INSPECTION SYSTEM FOR SPINDLES IN TOOL
Virtual CNC with Performance Error Modeling
 Virtual CNC with Performance Error Modeling Donald M. Esterling MentorLink, 301 Prelude Dr, Silver Spring, MD 20901 Josep Fontdecaba N-See Software, 1010 Wayne Ave., Suite 210, Silver Spring, MD 20910
Virtual CNC with Performance Error Modeling Donald M. Esterling MentorLink, 301 Prelude Dr, Silver Spring, MD 20901 Josep Fontdecaba N-See Software, 1010 Wayne Ave., Suite 210, Silver Spring, MD 20910
Electronics Manufacturing
 Precision Automation for Electronics Manufacturing Aerotech Overview Aerotech has been at the forefront of high-precision motion control since 1970, and provides the precision motion necessary for the
Precision Automation for Electronics Manufacturing Aerotech Overview Aerotech has been at the forefront of high-precision motion control since 1970, and provides the precision motion necessary for the
Axes 150 mm/s 150 mm/s. Y axis Z axis Vector 260 mm/s 260 mm/s. P in µm P in µm
 ZEISS PRO / Specifications Version: May 2016 System description ZEISS PRO Models Operating mode Sensor mounts Software Horizontal-arm measuring machine on X-axis guide for flush-floor installation Horizontal-arm
ZEISS PRO / Specifications Version: May 2016 System description ZEISS PRO Models Operating mode Sensor mounts Software Horizontal-arm measuring machine on X-axis guide for flush-floor installation Horizontal-arm
Keysight Technologies Transducer Systems. Leading the Future for Extreme Accuracy Positioning Applications
 Keysight Technologies Transducer Systems Leading the Future for Extreme Accuracy Positioning Applications 02 Keysight Transducer Systems Brochure Keysight Laser Interferometry Systems Highest accuracy
Keysight Technologies Transducer Systems Leading the Future for Extreme Accuracy Positioning Applications 02 Keysight Transducer Systems Brochure Keysight Laser Interferometry Systems Highest accuracy
Agilent N1203/4/7C Beam Manipulators and N1206T Adjustment Tool Kit
 Agilent N1203/4/7C Beam Manipulators and N1206T Adjustment Tool Kit Product Overview N1203C, N1204C, N1207C, N1206T N1203C N1204C Introduction The Agilent beam manipulator family of products (N1203C, N1204C,
Agilent N1203/4/7C Beam Manipulators and N1206T Adjustment Tool Kit Product Overview N1203C, N1204C, N1207C, N1206T N1203C N1204C Introduction The Agilent beam manipulator family of products (N1203C, N1204C,
6 AXIS ROBOTIC ABRASIVEJET ADVANCEMENTS IN ACCURACY FOR QUALITY AND PRODUCTION
 2007 American WJTA Conference and Expo August 19-21, 2007 Houston, Texas Paper 6 AXIS ROBOTIC ABRASIVEJET ADVANCEMENTS IN ACCURACY FOR QUALITY AND PRODUCTION Duane Snider Flow Automation Applications Group
2007 American WJTA Conference and Expo August 19-21, 2007 Houston, Texas Paper 6 AXIS ROBOTIC ABRASIVEJET ADVANCEMENTS IN ACCURACY FOR QUALITY AND PRODUCTION Duane Snider Flow Automation Applications Group
Accuracy for Machines
 Accuracy for Machines Wolfram Meyer / AfM Technology GmbH Volumetric Compensation Process Etalon Forum 2013 Standard machine tool calibration partly by AfM Franchise partner AfM Portfolio Engineering Service
Accuracy for Machines Wolfram Meyer / AfM Technology GmbH Volumetric Compensation Process Etalon Forum 2013 Standard machine tool calibration partly by AfM Franchise partner AfM Portfolio Engineering Service
Journal of Advanced Mechanical Design, Systems, and Manufacturing
 A Study on Error Compensation on High Precision Machine Tool System Using a 2D Laser Holographic Scale System* (First Report: Scale Development and Two Dimensional Motion Error Compensation Method) Toru
A Study on Error Compensation on High Precision Machine Tool System Using a 2D Laser Holographic Scale System* (First Report: Scale Development and Two Dimensional Motion Error Compensation Method) Toru
Orbital forming of SKF's hub bearing units
 Orbital forming of SKF's hub bearing units Edin Omerspahic 1, Johan Facht 1, Anders Bernhardsson 2 1 Manufacturing Development Centre, AB SKF 2 DYNAmore Nordic 1 Background Orbital forming is an incremental
Orbital forming of SKF's hub bearing units Edin Omerspahic 1, Johan Facht 1, Anders Bernhardsson 2 1 Manufacturing Development Centre, AB SKF 2 DYNAmore Nordic 1 Background Orbital forming is an incremental
Operation Manual. Autocollimator Test Wedge for quick testing of Electronic Autocollimators
 for quick testing of Electronic Autocollimators For Ident.-No.: 223 244 Version date 05.05.2004 1. Basics The is designed for quick testing of accuracy of electronic autocollimators. If a light beam passes
for quick testing of Electronic Autocollimators For Ident.-No.: 223 244 Version date 05.05.2004 1. Basics The is designed for quick testing of accuracy of electronic autocollimators. If a light beam passes
Monte Carlo method to machine tool uncertainty evaluation
 Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 13 (2017) 585 592 www.elsevier.com/locate/procedia Manufacturing Engineering Society International Conference 2017, MESIC
Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 13 (2017) 585 592 www.elsevier.com/locate/procedia Manufacturing Engineering Society International Conference 2017, MESIC
Software correction of geometric errors for multiaxis
 Journal of Physics: Conference Series PAPER OPEN ACCESS Software correction of geometric errors for multiaxis systems o cite this article: V eleshevskii and V Sokolov 2017 J. Phys.: Conf. Ser. 858 012037
Journal of Physics: Conference Series PAPER OPEN ACCESS Software correction of geometric errors for multiaxis systems o cite this article: V eleshevskii and V Sokolov 2017 J. Phys.: Conf. Ser. 858 012037
Test Piece for 5-axis Machining Centers
 Test Piece for 5-axis Machining Centers S. Bossoni, W. Knapp, K. Wegener Institute of Machine Tools and Manufacturing, ETH Zurich, Switzerland, and inspire AG für mechatronische Produktionssysteme und
Test Piece for 5-axis Machining Centers S. Bossoni, W. Knapp, K. Wegener Institute of Machine Tools and Manufacturing, ETH Zurich, Switzerland, and inspire AG für mechatronische Produktionssysteme und
TMC4500 DB. HEAVY-DUTY CUTTING SYSTEM Superior Technology, Multiple Processes, Contour Beveling, and 4 Drilling
 TMC4500 DB HEAVY-DUTY CUTTING SYSTEM Superior Technology, Multiple Processes, Contour Beveling, and 4 Drilling THE TMC4500 DB IS THE DEPENDABLE WORKHORSE WITH SUPERIOR I F Back end of machine L H B C J
TMC4500 DB HEAVY-DUTY CUTTING SYSTEM Superior Technology, Multiple Processes, Contour Beveling, and 4 Drilling THE TMC4500 DB IS THE DEPENDABLE WORKHORSE WITH SUPERIOR I F Back end of machine L H B C J
Mirror selection for optical periscopes
 Mirror selection for optical periscopes Overview Renishaw differential interferometer detector head (RLD10-X3-DI) is sometimes required to work with larger beam separation between the measurement and reference
Mirror selection for optical periscopes Overview Renishaw differential interferometer detector head (RLD10-X3-DI) is sometimes required to work with larger beam separation between the measurement and reference
Length, Singapore, NMC, A*STAR (National Metrology Centre, Agency for Science, Technology and Research)
") Calibration or m 633 633 nm 0.5 MHz 2 95% No LS/L/001 633 633 nm 0.016 fm 2 95% No LS/L/003 474 474 THz 12 khz 2 95% No LS/L/003 543 633 nm 0.0016 fm 2 95% No LS/L/003 553 474 THz 1.2 khz 2 95% No LS/L/003
Calibration or m 633 633 nm 0.5 MHz 2 95% No LS/L/001 633 633 nm 0.016 fm 2 95% No LS/L/003 474 474 THz 12 khz 2 95% No LS/L/003 543 633 nm 0.0016 fm 2 95% No LS/L/003 553 474 THz 1.2 khz 2 95% No LS/L/003
Calibration of a portable interferometer for fiber optic connector endface measurements
 Calibration of a portable interferometer for fiber optic connector endface measurements E. Lindmark Ph.D Light Source Reference Mirror Beamsplitter Camera Calibrated parameters Interferometer Interferometer
Calibration of a portable interferometer for fiber optic connector endface measurements E. Lindmark Ph.D Light Source Reference Mirror Beamsplitter Camera Calibrated parameters Interferometer Interferometer
Contouring accuracy assessment of CNC machine tools - a user's view M. Gull
 Contouring accuracy assessment of CNC machine tools - a user's view M. Gull Abstract The purpose of this paper is to discuss the methods used at AWE Aldermaston to assess the contouring accuracy of computer
Contouring accuracy assessment of CNC machine tools - a user's view M. Gull Abstract The purpose of this paper is to discuss the methods used at AWE Aldermaston to assess the contouring accuracy of computer
Interferometric straightness measurement and application to moving table machines
 Technical white paper: TE325 Interferometric straightness measurement and application to moving table machines by M.A.V. Chapman, R. Fergusson-Kelly, W. ee Introduction This paper describes in detail the
Technical white paper: TE325 Interferometric straightness measurement and application to moving table machines by M.A.V. Chapman, R. Fergusson-Kelly, W. ee Introduction This paper describes in detail the
STRAIGHT LINE REFERENCE SYSTEM STATUS REPORT ON POISSON SYSTEM CALIBRATION
 STRAIGHT LINE REFERENCE SYSTEM STATUS REPORT ON POISSON SYSTEM CALIBRATION C. Schwalm, DESY, Hamburg, Germany Abstract For the Alignment of the European XFEL, a Straight Line Reference System will be used
STRAIGHT LINE REFERENCE SYSTEM STATUS REPORT ON POISSON SYSTEM CALIBRATION C. Schwalm, DESY, Hamburg, Germany Abstract For the Alignment of the European XFEL, a Straight Line Reference System will be used
PRESETTER SP40. Pesaro, September 2013
 Pesaro, September 2013 1 PRESETTER SP40 TECHNICAL SPECIFICATIONS: AXIS DIMENSIONS: Diameter 600mm, Height XXXX mm MAIN STRUCTURE: Entirely made in C45 medium carbon steel it ensures greater strength and
Pesaro, September 2013 1 PRESETTER SP40 TECHNICAL SPECIFICATIONS: AXIS DIMENSIONS: Diameter 600mm, Height XXXX mm MAIN STRUCTURE: Entirely made in C45 medium carbon steel it ensures greater strength and
RK E Frenco GmbH
 RK E 04 2016 Frenco GmbH General Information Universal rotation measuring instruments are coordinate measuring devices for rotationally symmetric workpieces. The measurement is carried out by means of
RK E 04 2016 Frenco GmbH General Information Universal rotation measuring instruments are coordinate measuring devices for rotationally symmetric workpieces. The measurement is carried out by means of
University of Huddersfield Repository
 University of Huddersfield Repository Li, Duo, Ding, Fei, Jiang, Xiangqian, Blunt, Liam A. and Tong, Zhen Calibration of an interferometric surface measurement system on an ultra precision turning lathe
University of Huddersfield Repository Li, Duo, Ding, Fei, Jiang, Xiangqian, Blunt, Liam A. and Tong, Zhen Calibration of an interferometric surface measurement system on an ultra precision turning lathe
Cylinders in Vs An optomechanical methodology Yuming Shen Tutorial for Opti521 November, 2006
 Cylinders in Vs An optomechanical methodology Yuming Shen Tutorial for Opti521 November, 2006 Introduction For rotationally symmetric optical components, a convenient optomechanical approach which is usually
Cylinders in Vs An optomechanical methodology Yuming Shen Tutorial for Opti521 November, 2006 Introduction For rotationally symmetric optical components, a convenient optomechanical approach which is usually
Virtual DMIS Elevating Metrology to a Higher Level
 Virtual DMIS Elevating Metrology to a Higher Level Active Matrix Repurpose CAD data independent of CMM software Runs as a standalone application Direct Import of CATIA V4 and V5, ProE, Unigraphics, Parasolids,
Virtual DMIS Elevating Metrology to a Higher Level Active Matrix Repurpose CAD data independent of CMM software Runs as a standalone application Direct Import of CATIA V4 and V5, ProE, Unigraphics, Parasolids,
EXPLORER CLASSIC BRIDGE COORDINATE MEASURING MACHINE PRODUCT BROCHURE
 EXPLORER CLASSIC BRIDGE COORDINATE MEASURING MACHINE PRODUCT BROCHURE EXPLORER CLASSIC UNSURPASSED MEASURING RANGE Available in sizes to suit every kind of business, Explorer Classic machines combine innovative
EXPLORER CLASSIC BRIDGE COORDINATE MEASURING MACHINE PRODUCT BROCHURE EXPLORER CLASSIC UNSURPASSED MEASURING RANGE Available in sizes to suit every kind of business, Explorer Classic machines combine innovative
Guideways X axis Precision-manufactured, anodized extruded profile made of light metal. On stabilized, welded steel supports
 ZEISS MMZ E Specifications Version: November 2017 System description Type according to ISO 10360-1:2000 Gantry CMM Guideways X axis Precision-manufactured, anodized extruded profile made of light metal
ZEISS MMZ E Specifications Version: November 2017 System description Type according to ISO 10360-1:2000 Gantry CMM Guideways X axis Precision-manufactured, anodized extruded profile made of light metal
ACCURACY MONITORING AND CALIBARTION OF CNC MACHINES
 ACCURACY MONITORING AND CALIBARTION OF CNC MACHINES Ivan Kuric 1, Ivan Ďurica 2, Miroslav Maduda 3 1,2,3 Department of Automation and Production Systems, Faculty of Mechanical Engineering, University of
ACCURACY MONITORING AND CALIBARTION OF CNC MACHINES Ivan Kuric 1, Ivan Ďurica 2, Miroslav Maduda 3 1,2,3 Department of Automation and Production Systems, Faculty of Mechanical Engineering, University of
RDS. Articulating Probe Holder.
 Industrial Measuring Technology from Carl Zeiss RDS. Articulating Probe Holder. SIMPLY MEASURE Range of applications You won't find a simpler or more versatile technology. The Zeiss RDS makes it possible,
Industrial Measuring Technology from Carl Zeiss RDS. Articulating Probe Holder. SIMPLY MEASURE Range of applications You won't find a simpler or more versatile technology. The Zeiss RDS makes it possible,
Brochure. XR20-W rotary axis calibrator
 Brochure XR20-W rotary axis calibrator 1 Process foundation Component quality is dependent on machine performance. Without understanding a machine s error profile it is impossible to have confidence that
Brochure XR20-W rotary axis calibrator 1 Process foundation Component quality is dependent on machine performance. Without understanding a machine s error profile it is impossible to have confidence that
A new slant on diagonal laser testing
 A new slant on diagonal laser testing T.J. Morris Cincinnati Machine U.K. Ltd., Birmingham, England Abstract In the early 1990s the Americans introduced diagonal laser tests as a quick method for evaluating
A new slant on diagonal laser testing T.J. Morris Cincinnati Machine U.K. Ltd., Birmingham, England Abstract In the early 1990s the Americans introduced diagonal laser tests as a quick method for evaluating
A FEW CASE STUDIES IN UNCERTAINTY USING THE NIST M48 CMM
 A FEW CASE STUIES IN UNCERTAINTY USING THE NIST M48 CMM John Stoup Precision Engineering ivision National Institute of Standards and Technology Gaithersburg, Maryland 20899 INTROUCTION The Moore M48 coordinate
A FEW CASE STUIES IN UNCERTAINTY USING THE NIST M48 CMM John Stoup Precision Engineering ivision National Institute of Standards and Technology Gaithersburg, Maryland 20899 INTROUCTION The Moore M48 coordinate
Form Measurement ROUNDTEST RA-1600
 Form Measurement ROUNDTEST RA-1600 A new PC-compliant Roundness and Cylindricity form measuring instrument with extensive analysis features to enable measurement of a wide variety of workpieces. Powerful
Form Measurement ROUNDTEST RA-1600 A new PC-compliant Roundness and Cylindricity form measuring instrument with extensive analysis features to enable measurement of a wide variety of workpieces. Powerful
Computer aided error analysis for a threedimensional precision surface mapping system
 Computer aided error analysis for a threedimensional precision surface mapping system M. Hill, J.W. McBride, D. Zhang & J. Loh Mechanical Engineering, U~riversity of Southampton, UK Abstract This paper
Computer aided error analysis for a threedimensional precision surface mapping system M. Hill, J.W. McBride, D. Zhang & J. Loh Mechanical Engineering, U~riversity of Southampton, UK Abstract This paper
INTEGRATED INSPECTION FOR PRECISION PART PRODUCTION
 INTEGRATED INSPECTION FOR PRECISION PART PRODUCTION A Dissertation Presented to The Academic Faculty by Austin H. Chen In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in
INTEGRATED INSPECTION FOR PRECISION PART PRODUCTION A Dissertation Presented to The Academic Faculty by Austin H. Chen In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in
This week. CENG 732 Computer Animation. Warping an Object. Warping an Object. 2D Grid Deformation. Warping an Object.
 CENG 732 Computer Animation Spring 2006-2007 Week 4 Shape Deformation Animating Articulated Structures: Forward Kinematics/Inverse Kinematics This week Shape Deformation FFD: Free Form Deformation Hierarchical
CENG 732 Computer Animation Spring 2006-2007 Week 4 Shape Deformation Animating Articulated Structures: Forward Kinematics/Inverse Kinematics This week Shape Deformation FFD: Free Form Deformation Hierarchical
RWS E Frenco GmbH
 RWS E 04 2016 Frenco GmbH Wälzprüfung General Information contact ratio > 1 roll conventional with master gear single flank gear roll inspection contact ratio < 1 power gear flank analysing with roll master
RWS E 04 2016 Frenco GmbH Wälzprüfung General Information contact ratio > 1 roll conventional with master gear single flank gear roll inspection contact ratio < 1 power gear flank analysing with roll master
Roll angle in 6DOF tracking. CMSC Charlotte-Concord, July 2008
 Roll angle in 6DOF tracking CMSC Charlotte-Concord, July 2008 Author: Stephen Kyle Senior honorary research fellow, University College London Honorary research fellow, Coventry University Presenter: Steven
Roll angle in 6DOF tracking CMSC Charlotte-Concord, July 2008 Author: Stephen Kyle Senior honorary research fellow, University College London Honorary research fellow, Coventry University Presenter: Steven
5-Axis Flex Track Drilling Systems on Complex Contours: Solutions for Position Control
 5-Axis Flex Track Drilling Systems on Complex Contours: Solutions for Position Control 2013-01-2224 Published 09/17/2013 Joseph R. Malcomb Electroimpact Inc. Copyright 2013 SAE International doi:10.4271/2013-01-2224
5-Axis Flex Track Drilling Systems on Complex Contours: Solutions for Position Control 2013-01-2224 Published 09/17/2013 Joseph R. Malcomb Electroimpact Inc. Copyright 2013 SAE International doi:10.4271/2013-01-2224
Alignment Services LLC
 Alignment Services LLC Accuracy and Portability Laser Tracker IIPLUS!TM Laser Tracker II PLUS! surpasses the performance, portability, and accuracy of previous tracker technology. Laser Tracker IIPLUS!
Alignment Services LLC Accuracy and Portability Laser Tracker IIPLUS!TM Laser Tracker II PLUS! surpasses the performance, portability, and accuracy of previous tracker technology. Laser Tracker IIPLUS!
Available online at ScienceDirect. Physics Procedia 56 (2014 ) Moscow, , Russia
 Moscow, , Russia") Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 1297 1304 8 th International Conference on Photonic Technologies LANE 2014 Laser measurements based for volumetric accuracy
Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 1297 1304 8 th International Conference on Photonic Technologies LANE 2014 Laser measurements based for volumetric accuracy
DRIVE BEAM QUADRUPOLES FOR THE CLIC PROJECT: A NOVEL METHOD OF FIDUCIALISATION AND A NEW MICROMETRIC ADJUSTMENT SYSTEM
 DRIVE BEAM QUADRUPOLES FOR THE CLIC PROJECT: A NOVEL METHOD OF FIDUCIALISATION AND A NEW MICROMETRIC ADJUSTMENT SYSTEM H. Mainaud Durand, M. Duquenne, V. Rude, J. Sandomierski, M. Sosin, CERN, Geneva,
DRIVE BEAM QUADRUPOLES FOR THE CLIC PROJECT: A NOVEL METHOD OF FIDUCIALISATION AND A NEW MICROMETRIC ADJUSTMENT SYSTEM H. Mainaud Durand, M. Duquenne, V. Rude, J. Sandomierski, M. Sosin, CERN, Geneva,
Coordinate Measuring Machines with Computed Tomography
 Always a Step Ahead with Quality Coordinate Measuring Machines with Computed Tomography Multisensor Coordinate Measuring Machines with Computed Tomography Computed Tomography in Coordinate Measuring Machines
Always a Step Ahead with Quality Coordinate Measuring Machines with Computed Tomography Multisensor Coordinate Measuring Machines with Computed Tomography Computed Tomography in Coordinate Measuring Machines
m&h 3D FORM INSPECT SOFTWARE
 m&h 3D FORM INSPECT SOFTWARE MEASURING AND REPORTING ON THE MACHINE TOOL PRODUCT BROCHURE 2 HEXAGON MANUFACTURING INTELLIGENCE HexagonMI.com mh-inprocess.com 3D FORM INSPECT SOFTWARE THE ORIGINAL SINCE
m&h 3D FORM INSPECT SOFTWARE MEASURING AND REPORTING ON THE MACHINE TOOL PRODUCT BROCHURE 2 HEXAGON MANUFACTURING INTELLIGENCE HexagonMI.com mh-inprocess.com 3D FORM INSPECT SOFTWARE THE ORIGINAL SINCE
TECHNICAL PAPER SP80 & SP80H
 TECHNICAL PAPER SP80 & SP80H Ultra-high accuracy quill mounted scanning probe with long stylus reach Page 1 of 10 SP80 product overview Renishaw s SP80 and SP80H quill mounted probes provide class-leading
TECHNICAL PAPER SP80 & SP80H Ultra-high accuracy quill mounted scanning probe with long stylus reach Page 1 of 10 SP80 product overview Renishaw s SP80 and SP80H quill mounted probes provide class-leading
MarSurf. The new generation of contour measurement systems MarSurf XC 20 MarSurf XC 2
 MarSurf The new generation of contour measurement systems MarSurf XC 20 MarSurf XC 2 The new generation of contour measurement systems Ladies and Gentlemen, There is an increasing need in industrial production
MarSurf The new generation of contour measurement systems MarSurf XC 20 MarSurf XC 2 The new generation of contour measurement systems Ladies and Gentlemen, There is an increasing need in industrial production
Industrial Metrology. Multisensor Measuring Machines O-INSPECT 322/442
 Industrial Metrology Multisensor Measuring Machines O-INSPECT 322/442 The moment the answer is right in front of your eyes. This is the moment we work for. // Certainty Made By Zeiss 2 Table of Contents
Industrial Metrology Multisensor Measuring Machines O-INSPECT 322/442 The moment the answer is right in front of your eyes. This is the moment we work for. // Certainty Made By Zeiss 2 Table of Contents
PCMM System Specifications Leica Absolute Tracker and Leica T-Products
 www.leica-geosystems.com/metrology PCMM System Specifications Leica Absolute Tracker and Leica T-Products Leica Absolute Tracker accuracy The measurement uncertainty of a coordinate U xyz is defined as
www.leica-geosystems.com/metrology PCMM System Specifications Leica Absolute Tracker and Leica T-Products Leica Absolute Tracker accuracy The measurement uncertainty of a coordinate U xyz is defined as
User Manual. Universal CMM Server
 Universal CMM Server 6/5/2016 1. GUI..... 3 1.1. Main screen... 3 1.1.1. Tabs... 4 1.1.1.1. Command... 4 1.1.1.2. Tools... 5 1.1.1.3. Tool Properties... 7 1.1.1.4. Errors tab... 7 1.1.2. Right pane...
Universal CMM Server 6/5/2016 1. GUI..... 3 1.1. Main screen... 3 1.1.1. Tabs... 4 1.1.1.1. Command... 4 1.1.1.2. Tools... 5 1.1.1.3. Tool Properties... 7 1.1.1.4. Errors tab... 7 1.1.2. Right pane...
PCMM System Specifications Leica Absolute Tracker and Leica T-Products
 www.leica-geosystems.com/metrology PCMM System Specifications Leica Absolute Tracker and Leica T-Products Leica Absolute Tracker accuracy Feature Benefit The measurement uncertainty of a coordinate U xyz
www.leica-geosystems.com/metrology PCMM System Specifications Leica Absolute Tracker and Leica T-Products Leica Absolute Tracker accuracy Feature Benefit The measurement uncertainty of a coordinate U xyz
The Uncertainty of Parallel Model Coordinate Measuring Machine
 MAPAN - Journal of The Metrology Society of of Parallel India, Vol. Model 26, Coordinate No. 1, 2011; Measuring pp. 47-53 Machine ORIGINAL ARTICLE The of Parallel Model Coordinate Measuring Machine KOSUKE
MAPAN - Journal of The Metrology Society of of Parallel India, Vol. Model 26, Coordinate No. 1, 2011; Measuring pp. 47-53 Machine ORIGINAL ARTICLE The of Parallel Model Coordinate Measuring Machine KOSUKE