Dolphin PartMaster Wire EDM
|
|
|
- Mariah Moody
- 5 years ago
- Views:
Transcription
1 Dolphin PartMaster Wire EDM Copyright Dolphin CADCAM Systems Ltd. This document is copyrighted and all rights are reserved. This document may not, in whole or in part, be copied or reproduced in any form, or by any means without the prior written consent of Dolphin CadCam Systems Ltd. Dolphin CadCam Systems Ltd. Makes no representations or warranties with respect to the contents hereof and specifically disclaims any warranties of fitness for any particular purpose. The information in this documentation and the software programmes to which it refers are subject to change without notice. Dolphin CadCam Systems Ltd. assumes no responsibility for any errors that may appear in this document. Dolphin CadCam Systems Ltd. 13, Silverwood Road, Kilmarnock. KA3 6LS Scotland. Tel +44 (0) Fax +44 (0) Revision Mar 2017 V14.1-1a 1
2 Table Of Contents Dolphin PartMaster Wire EDM... 1 Table Of Contents... 2 Screen Layout... 6 Toolbar Overview... 8 Program Operations... 9 Geometry Definitions Geometry Display Status Panel Creating Programs Machining operations Machining - Origin Machining - Goto Machining - Gohome Machining - Single Contour Machining - Single Contour Approach Move Machining - Single Contour Rough Cut Machining - Single Contour Middle Cut Machining - Single Contour Finish Cut Machining - Single Contour Tag Machining - Single Contour Repeat Machining - Single Contour Mirror Machining - Double Contour Approach Move Machining - Double Contour Rough Cut Machining - Double Contour Middle Cut Machining - Double Contour Finish Cut Machining - Double Contour Tag Machining - Double Contour Repeat Machining - Double Contour Mirror Machining - Step and Repeat Machining - Step and Repeat - Arc
3 Machining - Step and Repeat - Mirror Machining - Step and Repeat - Rotate Machining - Step and Repeat - Scale Machining - Step and Repeat - Translate Machining - Step and Repeat - Subroutines Machining Insert text Machining Edit Notes Machining Edit Synch points Machining Post-Processing Main Menu File - New File - Open File - Save File Save as File Import File Export File Print File Print preview File Print setup File Send as Mail File Send Program to Edit - Undo Edit - Cut Edit - Copy Edit - Paste Edit Select all Edit Find Edit Replace Edit Repeat edit Edit Notes Edit Geometry
4 Edit Nc Program Edit Post Processor The Setup Menu Setup Machine tool Setup Machine - Wire Setup Machine - Defaults Setup Machine - Conversion Setup Machine UV Path Generation Setup Machine 1 st Span Setup Machine Load Setup Setup Machine Save Setup Setup Machine This Job Execute Simulate Execute Faster Execute Slower Execute Post Process View Toolbars View Zoom View Preferences View Preferences - Angles View Preferences - Colours View Preferences - Distance View Preferences Feed per Minute View Preferences Folders View Preferences Fonts View Preferences Tabs View Preferences User name View Preferences Tuning View Preferences Limits View Animate View Animate
5 View Notes View Customise Window menu Help menu Help Help Topics Help What s New Help About Dwes Help Activate License Help Change License Help Thumbnails

6 Screen Layout Geometry definitions Status Panel Main Graphics Area displaying geometry and wire paths Program operations such as Goround, Goto, etc, NC code area only seen after Post processing All of the individual panes of the above display screen can be re-sized by dragging the bordering bars. Toolbars can be switched on and off by means of the commands under the View menu Main Menu The main menu consists of a series of 8 menus which control all aspects of the Dolphin Wire Erosion system Toolbars Geometry Definitions area Program Operations area Graphic Display area The toolbars contain buttons which offer quick access to the main functions. All of these operations are also available via the menus. This area is used to display all the contours that you have defined within the program, either by importation from an external source such as a DXF file or by linking from a Dolphin PartMaster Drawing. This area is used to display all the machining operations that you have defined by means of the Machining Menu or the by the buttons in the Operations Toolbar This area is used to display the geometry that you have imported. The wire paths and machining sequences that you define are also displayed here 6
7 Edit Area Status Panel Status Bar This area is used to display the NC code generated when the program is executed via one of the post processors. The Status panel contains a constantly updated display of various parameters for the current program. The Status bar shows information about the button or menu field which lies under the cursor. 7
8 Toolbar Overview The Dolphin PartMaster Wire Erosion System has two main toolbars as shown below: TOP TOOLBAR MACHINING OPERATIONS TOOLBAR TOP TOOLBAR MACHINING OPERATIONS TOOLBAR This Toolbar contains commands concerned with loading and saving programs, printing and page setup together with icons which control the screen presentation of geometry and wirepaths and the simulation of programs. This Toolbar contains commands to set up your program and to define machining sequences. 8

9 Program Operations This part of the screen displays all the currently defined machining operations. As each operation in the machining sequence is defined it is added to the bottom of the list in the Program Operations Pane. Activate/De-activate operation Each operation is preceded by a box which contains either a tick or a cross. When the operation is first defined the box is ticked, showing that the operation is activated. If you wish to de-activate the operation, simply click on the box with the left hand mouse button. Only those operations that are activated will be carried out when the program is executed for a simulation or to produce NC code via the post processor. Edit an operation To edit an existing operation, double click on the entry with the left hand mouse button. The Dialog that defines the operation will be displayed showing all the values and parameters that you originally set. Make any necessary alterations and then click on OK. Note that the alterations will NOT be carried out until the program has been executed after the alteration. Errors within a sequence If the operation icon is followed by a question mark, it means that Partmaster has found a problem within the operation during execution. Use the Edit procedure as shown above, to correct the error. Re-order operation sequence To re-order the operations simply click on the text part of the entry and, holding down the mouse button, drag the operation to the required position within the sequence. Upon release of the mouse button the operation will be placed in the new position within the list and the entries will be automatically re-numbered. Delete operation sequence To delete an operation from the sequence simply click on the text part of the entry and hit the delete key on the keyboard or select Cut from the Edit Menu. Insert operation into sequence A new operation is always added to the bottom of the sequence. Define the operation as required and then use Re-Order as described above to move the operation to the required position. 9

10 Geometry Definitions This part of the screen displays the names of all the geometry definitions (contours) that have been found within the current drawing. The tick box on the left hand side enables you to switch on or off the display of any contour. Note that this function does NOT delete the contour. 10

11 Geometry Display This part of the screen is used to display the geometry which defines the workpiece. It is also used to simulate the wire path when the program is executed. The display options are accessed via the View Menu or via the buttons on the main toolbar. A click with the RIGHT HAND mouse button in the display area may also be used to call the Display Options Dialog (see below) Geometry Display The geometry that you have imported can be displayed in one oftwo view directions as follows: Isometric. The button on the main toolbar is a shortcut for this option. For a two axis job: If you have defined a height for the contour (either in the PartMaster drawing or in the Machining - Single Contour dialog) then both the top and bottom of the contour will be displayed. For a four axis job: Both the bottom and top contours will be displayed at the height defined in the PartMaster drawing or in the Machining - Double Contour dialog. 11

12 Plan view (XY). The button on the main toolbar is a shortcut for this option. For a four axis job: both the bottom and top contours will be displayed Wire Path Display The wire path that you have programmed can be displayed in various ways: Animate. The button on the main toolbar is a shortcut for this option. If this option is switched on then the wire path will be simulated by a moving picture which shows the progress of the wire around the contour(s) to be cut. Without animation, the wire path (top and bottom contours) is shown, with the wire shown only at geometry change points. OTHER DISPLAY OPTIONS: 12

13 If you click with the RIGHT HAND mouse button when the cursor is within the graphic display area the following menu is displayed: Wire Drawing: Centre Line Only - Animate Wire path Centre Line Only is the equivalent of setting the Animate button to off. Animate Wire Path is equivalent of setting the Animate button Geometry: to on Enable "Tool Tips" This option enables the display of Note data which may be attatched to geometry points See Machining - Edit Notes Show span end Points all the geometry points within the displayed contours are marked with a diamond Show geometry names the names of all the geometry contours are displayed next to the shape Number spans the individual elements that make up the contour (lines, arcs etc.) are numbered consecutively, starting from one, in the direction in which the contour was defined Show span directions direction arrows are added to each span to show the direction in which they were defined. Display Contours: Show all contours This option will display all the contours that are 13
14 defined within the job, wether or not they are the subject of a machining operation Show only contours with wire path data This option will display only those contours which are the subject of a machining operation Elevation: Isometric This shows the selected contours and wire paths in Isometric view. It is the equivalent of the button Plan This shows the selected contours and wire paths in plan view. It is the equivalent of the button ZY Elevation This option shows the geometry and wire paths in side view ZX Elevation This option shows the geometry and wire paths in front view The colours of the various elements of the display can be set using the Colour tab of the Preferences dialog on the View Menu. 14

15 Status Panel 15

16 Creating Programs There are two methods of using the PartMaster Wire EDM Module. The first method is to link to the Wire EDM from PartMaster CAD, having drawn the required geometry and created contours in the CAD system you can save the drawing file and then from the main menu choose Machining > Wire EDM, you will then be presented with the dialogue box :- This Setup box allows you to enter details such as the Part description, Part Number, Program Number etc, the Z height is a nominal value that will allow you see the graphics in ISO mode with a depth. The Program and Part numbers will normally be output at the beginning of your Gcode file after you have post processed, this will be dependant on the post processor you are using. When you have entered the details and clicked OK you will see the main screen as described earlier, the Geometry window will contain the names of the contours you created in the CAD system, for each contour a Goround command will be created in the Program Operations window described earlier. The Goround command is the major command used for all contouring operations either 2 Axis, Taper or 4 Axis cutting. To modify the Goround command double click the entry. Full details can be found on the appropriate page in this manual. 16

17 The second method is to invoke the Wire EDM module from the desktop, you will be presented with the following screen :- You can now choose the following options to create a new job :- 1. File > Import to import the geometry from a previously created drawing 2. From the Machining operations toolbar choose Goround etc to complete the job as required. It can be seen that the preferred method is to invoke the Wire EDM module from the CAD system as this automates the entire process. 17

18 Machining operations MACHINING OPERATIONS TOOLBAR Machining - Origin The button on the Machining operations toolbar is a shortcut for this command. This menu field inserts an Origin command into the Program Operations list. The Origin dialog allows you to define the position of the origin in the XY and UV axes (if applicable) and also to allocate a work register number if required. The command has the effect of moving the position of all suceeding cutting operations to the new oprigin position. Machining - Goto The button on the Machining operations toolbar is a shortcut for this command. This menu field causes the wire to be moved to the position specified within the dialog. 18


19 The coordinates of the required position are entered in the X, Y, U and V fields. If the Absolute tick box is checked then the positions will be taken as absolute values from the current origin. If the box is unticked then the position will be taken as relative to the current wire position. The Rapid tick box enables you to make the move at rapid feed i.e a positioning rather than a cutting move. Machining - Gohome The button on the Machining operations toolbar is a shortcut for this command. This menu field causes the wire to be moved to the specified home position at X0, Y0, U0, V0. As can be seen from the Dialog, the way that this command is interpreted depends entirely upon the post processor settings. 19

20 Machining - Single Contour The button on the Machining operations toolbar is a shortcut for this command. This menu field calls the Goround command dialog for a single contour (2-axis cutting). Note that two axis cutting includes cutting with various defined angles - i.e all shapes whose geometry is defined by one contour with or without angle and radius options. Four axis cutting applies to those shapes which are defined by two separate top and bottom contours. Programming mode: sets the programe output to Single contour mode (one contour with or without angle and radius options) or Double contour mode (two separate top and bottom contours). Single Contour mode will be preselected. NOTE a single contour may be changed into a double contour job by means of the UV scale, rotate command. Geometry: Allows you to choose the XY contour which will be the subject of the machining operation. Place your cursor in the field and enter the name of the required contour. The button enables you to use the cursor to pick a contour directly from the screen. If you click on the button, the dialog will be temporarily removed 20
21 and the cursor will be placed in the display screen. Move the cursor over the required contour and click with the left hand mouse button. The dialog will re-appear with the name of the contour entered in the appropriate field. Z-thickness: This field allows you to enter the height of the job which is to be cut. This height will be used by the graphic display to trace out the top wire path. The Z height of the job MAY be used by the post processor - what effect this has on the job (generator settings, offsets etc.) is dependant upon the post processor configuration. The Z-height is also used to define the top (UV) contour position when in Double Contour mode. Cutting Direction: Forward or Reverse: This refers to the cutting direction relative to the direction in which the contour was defined (forward means as defined). Offset: None, Left Right: These options define on which side of the nominal path the offset (and/or spark gap) will be calculated. They are also used to output the appropriate machining offset code (normally G40, G41 or G42). The path that is output by the postprocessor will already be altered to take account of the wire diameter and spark gap so that the correction value of the machine register should be set to zero. However, having the correction code in the program enables you to fine tune the correction amount to achieve the finished dimensions accurately. 21
22 Machining - Single Contour - Options This tab enables you to set up a range of options which will modify the Goround command defined on the Goround tab. Initial Wire Inclination: sets the initial wire angle if required. This angle will normally be progressively applied along the approach moves (lead-in) so that it is fully effective at the first point of the contour. Pilot: There are two methods of defining a pilot hole (a pre-drilled position through which the wire is threaded, and from where cutting will begin. If a pilot hole is not specified by either method, cutting will begin exactly at the first point ogf the contour (which is unlikely to be usable). Specify Pilot Hole Position relative to contour start point: This defines the pilot hole as a distance (measured at right angles to the first contour span) from the start point (first point of the contour as defined). The side of the contour at which the pilot position will be set is dependant upon the setting for correction direction ( left, right) which was set on the Goround page of this dialog. This command will also overide any pilot hole specified by a $P note (see below). This option is NOT available if the correction direction is set to None. Use pre-defined Pilot Hole Position ($P note): This option will take the pilot hole position from a point marked in the drawing with a $P note. Pre-Drill pilot hole: This tick box outputs a pre-drill option (using the ersosion machine) at the position specified by one of the two options above. Reverse Direction on Alternate Passes: This field allows you to reverse the direction of cut when successive passes have been enabled using the 2nd. cut and 3rd. cut option tabs of this dialog. 22
23 Machining - Single Contour Lead In / Out This tab enables you to define one or more moves which will be used to approach or leave the contour. Lead in Type: There are three options available to define the approach move to the contour. These moves will start at the pilot position. the moves are used to implement the application of the wire diameter offset and any angles before the first point of the contour is reached. With complex angles it is sometimes necessary to have more than one element in order to fully apply the correction and any angles that may be required, before the start position is reached. Linear: This defines the approach move as being a linear element from the pilot hole to the start position, at right angles to the first contour element. No further parameter definition is required. Linear plus arc: This option will generate a linear move followed by an arc of the specified radius which will be tangent to the first element of the contour at the start point. This approach is generally used to minimise any machining marks at the start/end points of the contour. The radius of the lead in must be entered as a parameter. 23
24 Rectangle plus arc: This option is similar to the linear plus arc approach but will insert an additional element at right angles to the approach direction, in effect procucing a rectangle which runs into an arc, tangent to the first contour element at the start point. The reasons for using this approach are similar to those for the linear plus arc approach. The width of the rectangle and the radius of the arc must be entered as parameters. Lead out type: These options are exactly the same as those for the lead in but are applied as a lead-out from the last point of the contour, back to the pilot position. 24
25 Machining - Single Contour Approach Move This tab enables you to define the cutting parameters which will be used for the approach move to the contour. Approach Move: If this tick box is activated you will be able to specify the cutting parameters which are used for the approach move to the contour. Finish allowance: This field defines the amount of material that will be left on the contour (after correction for wire diameter and spark gap). It is normally used to provide a finishing allowance that will be removed by subsequent cuts but can also be used to provide clearance between fitting male and female parts. A negative amount is allowed which will cut a cavity oversize or a male part undersize. Generator settings: These fields can be used to define generator settings that will be output in the programme. Offset Register: This field allows you to address an offset register that will be used to calculate the wire path correction. This may be used as an alternative to defining the wire diameter, spark gap and finishing allowance or it may be used in addition to these. 25
26 Machining - Single Contour Rough Cut This tab enables you to define the cutting parameters which will be used for the first or roughing cut around the contour. Enable Rough cut: If this tick box is activated you will be able to specify the cutting parameters which are used for the first or roughing cut around the contour. Finish allowance: This field defines the amount of material that will be left on the contour (after correction for wire diameter and spark gap). It is normally used to provide a finishing allowance that will be removed by subsequent cuts but can also be used to provide clearance between fitting male and female parts. A negative amount is allowed which will cut a cavity oversize or a male part undersize. Generator settings: These fields can be used to define generator settings that will be output in the program. Offset Register: This field allows you to address an offset register that will be used to calculate the wire path correction. This may be used as an alternative to defining the wire diameter, spark gap and finishing allowance or may be used in addition to these. 26
27 Machining - Single Contour Middle Cut This tab enables you to define the cutting parameters which will be used for the second or middle cut around the contour. Enable Middle cut: If this tick box is activated you will be able to specify the cutting parameters which are used for the middle or second cut around the contour. Finish allowance: This field defines the ammount of material that will be left on the contour (after correction for wire diameter and spark gap). It is normally used to provide a finishing allowance that will be removed by subsequent cuts but can also be used to provide clearance between fitting male and female parts. A negative ammount is allowed which will cut a cavity oversize or a male part undersize. Generator settings: These fields can be used to define generator settings that will be output in the programme. Offset Register: This field allows you to address an offset register that will be used to calculate the wire path correction. This may be used as an alternative to defining the wire diameter, spark gap and finishing allowance or may be used in addition to these. 27
28 Machining - Single Contour Finish Cut This tab enables you to define the cutting parameters which will be used for the third or finishing cut around the contour. Enable Finish cut: If this tick box is activated you will be able to specify the cutting parameters which are used for the finish or third cut around the contour. Note that this option will always be activated automatically. Finish allowance: This field defines the ammount of material that will be left on the contour (after correction for wire diameter and spark gap). It is normally used to provide a finishing allowance that will be removed by subsequent cuts but can also be used to provide clearance between fitting male and female parts. A negative ammount is allowed which will cut a cavity oversize or a male part undersize. Generator settings: These fields can be used to define generator settings that will be output in the programme. Offset Register: This field allows you to address an offset register that will be used to calculate the wire path correction. This may be used as an alternative to defining the wire diameter, spark gap and finishing allowance or may be used in addition to these. 28
29 Machining - Single Contour Tag This tab enables you to define a stop position at a specified distance before the end of the contour. Cutoff Settings: this field allows you to define a stop position at a specified distance before the end of the contour. This option has two main uses: In conjunction with a single cut: It allows you to stop the machine before the end position and thus before the inside shape falls. The falling piece may then be secured in position before the machine is re-started for the final cut. The cutting parameters (generator settings and offset register) may also be set separately for this final cut. In conjunction with multiple cuts: The cut off position is used to hold the inside piece in position thus enabling a series of cuts (normally with alternate reverse directions) to be made automatically. It is most often used in this mode to produce stamps or other male forms. When all the other cuts have been completed a cut-off pass is made to finish the job. The cutting parameters (generator settings and offset register) may also be set separately for this pass. 29
30 30
 contour as a variant of a previously defined XY contour.")
31 Machining - Single Contour UV - Scale, Rotate This tab enables you to define a top contour as a shifted, rotated or scaled version of the bottom (XY) contour. UV Scale, Rotate etc: these fields allow you to define a new top (UV) contour as a variant of a previously defined XY contour. The end effect is that the job can then be cut in full double contour (4 axis) mode. Only those operations that are activated in the tick box will be carried out. Translate UV co-ordinates: defines the position of the UV coordinates, relative to the original XY co-ordinates. Rotate UV co-ordinates: rotates the new UV contour relative to the XY contour about the defined position by the specified angle Scale UV co-ordinates: scales the new UV contour relative to the XY contour about the defined position by the specified scaling factor Machining - Single Contour Repeat 31
32 This tab enables you to cut a complete shape (for example a gear wheel) by defining one element or tooth and rotating it around a defined centre pont. Repeat the Geometry around an Arc: these fields allow you to define a new contour by repeating an individual element around a defined centre point. Although the Dialog specifically mentions gear teeth, the element to be repeated may be any shape. It is up to you to ensure that the end point of one element is coincident with the start point of the next. Number of teeth to produce: This sets the total number of elements to be produced. Note that this field, in conjunction with the Angular spacing field, allows you to produce repeats around a complete circle or any part of a circle. Angular spacing: rotates the next repeat by this angular ammount about the centre. X Centre, Y Centre: defines the position about which the rotation will take place. 32
33 Machining - Single Contour Mirror This tab enables you to cut a complete shape by defining one quarter or one half of the shape and then applying a mirror image in either the X or Y axes (or both). Mirror the Geometry: these fields allow you to define a new contour by applying a mirror image to the contour in either the X or Y axes (or both). You do not have to specify if the defined geometry represents a quarter or a half of the complete job because the system will automatically sort this out. Mirror at X: This field enables you to set the position in the X axis at which the mirror will take place. Mirror at Y: This field enables you to set the position in the Y axis at which the mirror will take place.. 33
. Four axis cutting applies to those shapes which are defined by two separate top and bottom contours.")
34 Machining - Double Contour 4 Axis mode The button on the Machining operations toolbar is a shortcut for this command. This menu field calls the Goround command dialog for a double contour (4-axis cutting). Four axis cutting applies to those shapes which are defined by two separate top and bottom contours. Programming mode: sets the programe output to Double contour mode (two separate top and bottom contours). Double Contour mode will be pre-selected. NOTE a single contour may be changed into a double contour job by means of the UV scale, rotate command. Geometry: Allows you to choose the XY and UV contours which will be the subject of the machining operation. Place your cursor in the field and enter the name of the required contour. The button enables you to use the cursor to pick a contour directly from the screen. If you click on the button, the dialog will be temporarily removed and the cursor will be placed in the display screen. Move the cursor over the required contour and click with the left hand mouse button. The dialog will re-appear with the name of the contour entered in the appropriate field. 34
35 Z-thickness: This field allows you to enter the height of the job which is to be cut. This height will be used by the graphic display to trace out the top wire path. The Z-height is used to define the top (UV) contour position when in Double Contour mode. Cutting Direction: Forward or Reverse: This refers to the cutting direction relative to the direction in which the contour was defined (forward means as defined). Offset: None, Left Right: These options define on which side of the nominal path the offset (and/or spark gap) will be calculated. They are also used to output the appropriate machining offset code (normally G40, G41 or G42). The path that is output by the postprocessor will already be altered to take account of the wire diameter and spark gap so that the correction value of the machine register should be set to zero. However, having the correction code in the program enables you to fine tune the correction amount to achieve the finished dimensions accurately. 35
36 Machining - Double Contour - Options This tab enables you to set up a range of options which will modify the Goround command defined on the Goround tab. Initial Wire Inclination: sets the initial wire angle if required. This angle will normally be progressively applied along the approach moves (lead-in) so that it is fully effective at the first point of the contour. Pilot: There are two methods of defining a pilot hole (a pre-drilled position through which the wire is threaded, and from where cutting will begin. If a pilot hole is not specified by either method, cutting will begin exactly at the first point ogf the contour (which is unlikely to be usable). Specify Pilot Hole Position relative to contour start point: This defines the pilot hole as a distance (measured at right angles to the first contour span) from the start point (first point of the contour as defined). The side of the contour at which the pilot position will be set is dependant upon the setting for correction direction ( left, right) which was set on the Goround page of this dialog. This command will also overide any pilot hole specified by a $P note (see below). This option is NOT available if the correction direction is set to None. Use pre-defined Pilot Hole Position ($P note): This option will take the pilot hole position from a point marked in the drawing with a $P note. For further details of drawing notes click here Pre-Drill pilot hole: This tick box outputs a pre-drill option (using the ersosion machine) at the position specified by one of the two options above. Reverse Direction on Alternate Passes: This field allows you to reverse the direction of cut when successive passes have been enabled using the 2nd. cut and 3rd. cut option tabs of this dialog. 36

37 Machining - Double Contour Lead In / Out This tab enables you to define one or more moves which will be used to approach or leave the contour. Lead in Type: There are three options available to define the approach move to the contour. These moves will start at the pilot position. the moves are used to implement the application of the wire diameter offset and any angles before the first point of the contour is reached. With complex angles it is sometimes necessary to have more than one element in order to fully apply the correction and any angles that may be required, before the start position is reached. Linear: This defines the approach move as being a linear element from the pilot hole to the start position, at right angles to the first contour element. No further parameter definition is required. Linear plus arc: This option will generate a linear move followed by an arc of the specified radius which will be tangent to the first element of the contour at the start point. This approach is generally used to minimise any machining marks at the start/end points of the contour. The radius of the lead in must be entered as a parameter. 37
38 Rectangle plus arc: This option is similar to the linear plus arc approach but will insert an additional element at right angles to the approach direction, in effect procucing a rectangle which runs into an arc, tangent to the first contour element at the start point. The reasons for using this approach are similar to those for the linear plus arc approach. The width of the rectangle and the radius of the arc must be entered as parameters. Lead out type: These options are exactly the same as those for the lead in but are applied as a lead-out from the last point of the contour, back to the pilot position. 38
39 Machining - Double Contour Approach Move This tab enables you to define the cutting parameters which will be used for the approach move to the contour. Approach Move: If this tick box is activated you will be able to specify the cutting parameters which are used for the approach move to the contour. Finish allowance: This field defines the amount of material that will be left on the contour (after correction for wire diameter and spark gap). It is normally used to provide a finishing allowance that will be removed by subsequent cuts but can also be used to provide clearance between fitting male and female parts. A negative amount is allowed which will cut a cavity oversize or a male part undersize. Generator settings: These fields can be used to define generator settings that will be output in the programme. Offset Register: This field allows you to address an offset register that will be used to calculate the wire path correction. This may be used as an alternative to defining the wire diameter, spark gap and finishing allowance or it may be used in addition to these. 39
40 Machining - Double Contour Rough Cut This tab enables you to define the cutting parameters which will be used for the first or roughing cut around the contour. Enable Rough cut: If this tick box is activated you will be able to specify the cutting parameters which are used for the first or roughing cut around the contour. Finish allowance: This field defines the amount of material that will be left on the contour (after correction for wire diameter and spark gap). It is normally used to provide a finishing allowance that will be removed by subsequent cuts but can also be used to provide clearance between fitting male and female parts. A negative amount is allowed which will cut a cavity oversize or a male part undersize. Generator settings: These fields can be used to define generator settings that will be output in the program. Offset Register: This field allows you to address an offset register that will be used to calculate the wire path correction. This may be used as an alternative to defining the wire diameter, spark gap and finishing allowance or may be used in addition to these. 40

41 Machining - Double Contour Middle Cut This tab enables you to define the cutting parameters which will be used for the second or middle cut around the contour. Enable Middle cut: If this tick box is activated you will be able to specify the cutting parameters which are used for the middle or second cut around the contour. Finish allowance: This field defines the ammount of material that will be left on the contour (after correction for wire diameter and spark gap). It is normally used to provide a finishing allowance that will be removed by subsequent cuts but can also be used to provide clearance between fitting male and female parts. A negative ammount is allowed which will cut a cavity oversize or a male part undersize. Generator settings: These fields can be used to define generator settings that will be output in the programme. Offset Register: This field allows you to address an offset register that will be used to calculate the wire path correction. This may be used as an alternative to defining the wire diameter, spark gap and finishing allowance or may be used in addition to these. 41
42 Machining - Double Contour Finish Cut This tab enables you to define the cutting parameters which will be used for the third or finishing cut around the contour. Enable Finish cut: If this tick box is activated you will be able to specify the cutting parameters which are used for the finish or third cut around the contour. Note that this option will always be activated automatically. Finish allowance: This field defines the ammount of material that will be left on the contour (after correction for wire diameter and spark gap). It is normally used to provide a finishing allowance that will be removed by subsequent cuts but can also be used to provide clearance between fitting male and female parts. A negative ammount is allowed which will cut a cavity oversize or a male part undersize. Generator settings: These fields can be used to define generator settings that will be output in the programme. Offset Register: This field allows you to address an offset register that will be used to calculate the wire path correction. This may be used as an alternative to defining the wire diameter, spark gap and finishing allowance or may be used in addition to these. 42

43 Machining - Double Contour Tag This tab enables you to define a stop position at a specified distance before the end of the contour. Cutoff Settings: this field allows you to define a stop position at a specified distance before the end of the contour. This option has two main uses: In conjunction with a single cut: It allows you to stop the machine before the end position and thus before the inside shape falls. The falling piece may then be secured in position before the machine is re-started for the final cut. The cutting parameters (generator settings and offset register) may also be set separately for this final cut. In conjunction with multiple cuts: The cut off position is used to hold the inside piece in position thus enabling a series of cuts (normally with alternate reverse directions) to be made automatically. It is most often used in this mode to produce stamps or other male forms. When all the other cuts have been completed a cut-off pass is made to finish the job. The cutting parameters (generator settings and offset register) may also be set separately for this pass. 43
44 44
 contour as a variant of a previously defined XY contour.")
45 Machining - Double Contour UV - Scale, Rotate This tab enables you to define a top contour as a shifted, rotated or scaled version of the bottom (XY) contour. UV Scale, Rotate etc: these fields allow you to define a new top (UV) contour as a variant of a previously defined XY contour. The end effect is that the job can then be cut in full double contour (4 axis) mode. Only those operations that are activated in the tick box will be carried out. Translate UV co-ordinates: defines the position of the UV coordinates, relative to the original XY co-ordinates. Rotate UV co-ordinates: rotates the new UV contour relative to the XY contour about the defined position by the specified angle Scale UV co-ordinates: scales the new UV contour relative to the XY contour about the defined position by the specified scaling factor Machining - Double Contour Repeat 45

46 This tab enables you to cut a complete shape (for example a gear wheel) by defining one element or tooth and rotating it around a defined centre pont. Repeat the Geometry around an Arc: these fields allow you to define a new contour by repeating an individual element around a defined centre point. Although the Dialog specifically mentions gear teeth, the element to be repeated may be any shape. It is up to you to ensure that the end point of one element is coincident with the start point of the next. Number of teeth to produce: This sets the total number of elements to be produced. Note that this field, in conjunction with the Angular spacing field, allows you to produce repeats around a complete circle or any part of a circle. Angular spacing: rotates the next repeat by this angular ammount about the centre. X Centre, Y Centre: defines the position about which the rotation will take place. 46
.")
47 Machining - Double Contour Mirror This tab enables you to cut a complete shape by defining one quarter or one half of the shape and then applying a mirror image in either the X or Y axes (or both). Mirror the Geometry: these fields allow you to define a new contour by applying a mirror image to the contour in either the X or Y axes (or both). You do not have to specify if the defined geometry represents a quarter or a half of the complete job because the system will automatically sort this out. Mirror at X: This field enables you to set the position in the X axis at which the mirror will take place. Mirror at Y: This field enables you to set the position in the Y axis at which the mirror will take place.. 47

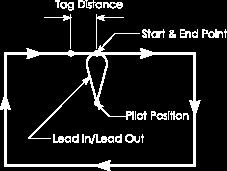
48 Machining - Step and Repeat The button on the Machining operations toolbar is a shortcut for this command. This menu field calls the Step & Repeat/Mirror dialog. NOTES ABOUT STEP & REPEAT Generally any of the Step & Repeat functions will repeat the machining operation complete with its own pilot position at each of the defined repeat positions. It will then produce a rapid (non-cutting) move to the start position of the next repeat. IF YOU WISH TO PRODUCE ONE CONTINUOUS PATH for example to produce a gear wheel by defining the machining of one tooth and then rotating it about the gear wheel centre point then use the Repeat function on either the Single Contour - Goround Dialogor the Double Contour - Goround Dialog Start repeat sequence - End Repeat: The Start Repeat Sequence command must be activated and placed into the operations list before the first operation to be repeated and the End repeat must be activated and placed into the operations list after the last operation to be repeated as shown in the figure below. NOTE! the repeat will NOT be carried out until the End Repeat command is executed (otherwise the system doesn't know what is to be repeated). All the operations within these two commands will be repeated. 48


.")
49 Repeat on a Grid: This option allows you to repeat the current operation a set number of times along the X and or the Y axis. You can also set the angle of the base (x) axis as well as the internal angle between axes. Note that the number of repeats includes the original operation i.e set to 1 means no repeat ALSO NOTE: rotating the base or internal axis does NOT rotate the operation itself (see below). Repeat 4 at 20 in X - 2 at 10 in Y Repeat 4 at 20 in X - 2 at 10 in Y - Angle relative to X 15 49

 move to the start position of the next repeat.")
50 Machining - Step and Repeat - Arc This page of the dialog enables you to repeat the operations around an arc or circle. Repeat About an Arc: This command enbales you to repeat operations about a defined centre point. The Repeats themselves may be rotated or they may mauntain their original orientation. The Repeat about an Arc function will repeat the machining operation complete with its own pilot position at each of the defined repeat positions. It will then produce a rapid (non-cutting) move to the start position of the next repeat. IF YOU WISH TO PRODUCE ONE CONTINUOUS PATH for example to produce a gear wheel by defining the machining of one tooth and then rotating it about the gear wheel centre point then use the Repeat function on either the Single Contour - Goround Dialog, or on the Double Contour - Goround Dialog. 50

51 Machining - Step and Repeat - Mirror This page of the dialog enables you to mirror operations about the X and/or Y axes. Mirror: This page of the dialog enables you to mirror operations about the X and/or Y axes. Note that this command simply mirrors the operations but does NOT repeat them. When combined with other repeat operations (Repeat Grid, Repeat Arc etc.) the mirror will be carried out first and the mirrored operations will then be repeated, rotated etc as defined. 51

52 Machining - Step and Repeat - Rotate This page of the dialog enables you to rotate operations about a defined point. Rotate: This page of the dialog enables you to rotate operations about a defined point. Note that this command simply rotates the operations but does NOT repeat them. When combined with other repeat operations (Repeat Grid, Repeat Arc etc.) the rotation will be carried out first and the rotated operations will then be repeated, rotated around a centre etc as defined. 52

53 Machining - Step and Repeat - Scale This page of the dialog enables you to scale operations about a defined point. Details of the further tabs on this dialog can be reached by clicking on the appropriate area of the graphic above or by clicking on the Previous and Next buttons. Scale: This page of the dialog enables you to scale operations about a defined point. Note that this command simply scales the operations but does NOT repeat them. When combined with other repeat operations (Repeat Grid, Repeat Arc etc.) the scaling will be carried out first and the scaled operations will then be repeated, rotated about a centre etc as defined. 53
 operations by a defined X and/or Y distance. Note that this command simply moves the operations but does NOT repeat them.")
54 Machining - Step and Repeat - Translate This page of the dialog enables you to translate (shift) operations by a defined X and/or Y distance. Translate: This page of the dialog enables you to translate (shift) operations by a defined X and/or Y distance. Note that this command simply moves the operations but does NOT repeat them. When combined with other repeat operations (Repeat Grid, Repeat Arc etc.) the translation will be carried out first and the translated operations will then be repeated, rotated around a centre etc as defined. 54

55 Machining - Step and Repeat - Subroutines The button on the Machining operations toolbar is a shortcut for this command. This menu field calls the Subroutine command dialog. With this command you can specify and name a segment of the program to be output as a subroutine. The machining sequences to be output within the subroutine are begun by a Start Subroutine command which must be entered in the machining operations list before the machining commands in question. The subroutine is ended by an End Subroutine command which is entered in the machining oiperations list after the last machining command. NOTE! the Subroutine will NOT be executed until an Execute Subroutine command is executed in the operations list (see below). 55
. In addition you can enter the number of repeats required (if any).")

56 Execute subroutine: The second part of the dialog allows you to output the Execute Subroutine command (which is not the same thing as defining a subroutine). In addition you can enter the number of repeats required (if any). The Options page of the dialog allows you to output a datum shift to be used with the subroutine and up to six calling parameters With this command you can specify a new origin to be used in conjunction with the Execute Subroutine command. The lower part of the dialog allows you to specify up to six pass parameters which will also be output with the command. 56

57 Machining Insert text This command can also be accessed via the Operations Toolbar button on the Machining With this command you can specify a remark or other text which will be inserted into the NC code. The post processor must be setup to insert this text in the correct format, many controllers required text to inserted within parentheses. 57


58 Machining Edit Notes This command can also be accessed via the Operations Toolbar button on the Machining When a wire spark contour job is defined the start point, wire inclination and corner radius type may be defined and altered by means of special NOTES which are usually attatched to the contour when the drawing is prepared in the PartMaster CAD system. Notes can however be both edited and added directly in the Wire Erosion system by means if the Edit Note command on the Machining Menu. NOTE! notes can only be added at geometry points that exist within the contour. Synchonisation notes which connect pairs of points on the XY and UV contours of double contour machining are edited or added using a separate command. See Machining - Edit Synch Points When the contour is displayed in the graphic display area of the Wire Erosion screen all the geometry points are marked with blue diamonds as shown right: NOTE! The display of this data can be switched on and off by means of the Display Options dialog If the Edit Note command is selected, the cursor changes to a. Moving this cursor over any of the geometry points will show the note (if any) which is attatched to that point, as shown right: NOTE! The display of this data can be switched on and off by means of the Display Options dialog Clicking on the geometry point with the left hand mouse button when the label is displayed will open a dialog showing the parameters and options that have been set for the point. These parameters can then be edited or changed as desired. If the point selected has no note attatched a note may be added by means of the same procedure. 58
 to the value that they have at the point that the note is applied.")

59 THE EDIT NOTE DIALOG UV path Generation: There are three options in this part of the dialog. Constant UV offset ON: This option has the effect of locking the UV offsets (relative to the XY wire path) to the value that they have at the point that the note is applied. It is intended for use when a constant draught angle in one direction needs to be applied to a complex contour (or part of one) without having to enter hundreds of notes. A typical use would be to produce a chasing tool tip for turning. An example is shown below: Constant UV offset OFF: This option has the effect of unlocking the UV offsets that have been previously locked. Cutting reverts to normal mode. No change in UV offset calculation method: This is the pre-set option for nomal cutting mode. Corner Option: PartMaster can machine external sharp corners either by rolling the wire around the corner or by extending the tool path to the intersection point. It defaults to rolling around external sharp corners. The default value may be altered on the Default page of the Setep - Machine Dialog 59


60 Radius Option: This field allows you to set the corner condition when machining in two axis mode with a wire angle. The default value may be altered on the Default page of the Setep - Machine Dialog Change Wire Angle: This command allows you to set or change the wire angle at the indicated point. There are two modes of implementation: With XY Movement: This option has the effect of changing the wire angle gradually from the previous geometry point, so that it reaches the desired value at the point indicated. Without XY Movement: This option has the effect of setting the wire angle to the indicated at the point selected. It produces a sudden change of angle at the point with no movement along the contour. Miscellany - Machine Stop: This option outputs a machine stop command (M00) at the indicated position 60

61 Machining Edit Synch points This command can also be accessed via the Operations Toolbar button on the Machining Synchonisation notes are special notes which connect pairs of points on the XY and UV contours of double contour machining. They can be added to the drawing in the PartMaster CAD system but they can also be aaded or edited by means of the Machining - Edit Synch Points command. The purpose of Synch Points is to force the wire to pass through point pairs defined on the bottom and top contours, simultaneously, so as to control the development of the shape between the two contours. Depending upon the synch points set, the shape cut can be very different. Synch points may also be added directly in the PartMaster drawing. If synchronisation notes are not used at all and even if they are, then between synch notes the system uses simple built in synchronisation rules to match the top and bottom contours. 1. If the number of spans (arcs and lines) on each contour (i.e. top and bottom) is the same then the system machines them with a one to one correspondence. This produces the same result as if matching pairs of synch notes had been attached to the end of every arc and line in the top and bottom contours. 2. If the system cannot match the number of spans on top and bottom contours it calculates the length of each contour and then inserts synch points such that the wire is moved pro rata along both top and bottom contours until it encounters the next actual synch point (or the end of the shape). 3. If the system is forced to use the second synchronisation rule above then any arcs encountered are vectored (split into a number of lines). The Arc Vector tolerance field on the Setup - Machine Tool Dialog sets the maximum deviation of these lines from the true curve. 61

62 When using the Edit Synch Points function it is usually better to make sure that the contours are drawn in plan view. When the icon or menu field is chosen a diaolg is displayed which invites you to pick the bottom and top contours to which the synch points will attatched: The button enables you to use the cursor to pick a contour directly from the screen. If you click on the button, the dialog will be temporarily removed and the cursor will be placed in the display screen. Move the cursor over the required contour and click with the left hand mouse button. The dialog will re-appear with the name of the contour entered in the appropriate field. When both contours have been chosen, click on the OK button. As you move the cursor over the screen near the bottom contour, each point within the geometry which could be used as a sych point will be highlighted with a red cross. If you click with the left hand mouse button, the screen cursor will lock on to the nearest highlighted point. As you move the cursor a line will extend from the point on the bottom contour and jump to the point on the top contour that is nearest to the cursor, as shown right. When the line is at the correct point, a further click with the mouse button will draw a line between the two points which will then function as a synch point pair. The mode will then switch back to the bottom contour enabling you to select the next point pair. This can be repeated as often as necessary to get the shape that you want. NOTE: The Synch points that are defined using the above method cannot be edited individually. If you have made a mistake, you must start again. Note that it is also allowed to attatch two lines to the same point, either on the top or bottom contour. 62
63 Machining Post-Processing The post process button on the operations toolbar is a shortcut for this command. When you have completed your program, you will then need to produce a file with the NC code necessary for the machine tool. This is accomplished by means of a post processor. The required post processor can be selected by means of the dialog shown above. The post-processor you use will depend on what machine tool you have. 63
64 Main Menu The main menu bar consists of a series of 8 menus which control all aspects of Dolphin Wire Erosion Please see the following pages for further information on each menu item. FILE EDIT SETUP MACHINING VIEW EXECUTE WINDOW HELP This menu contains commands concerned with loading and saving programs, printing and page setup This menu contains commands to cut, copy and paste information and also enables you to undo unwanted operations or mistakes and to edit the postprocessor This menu enables you to set up the main machine parameters including the standard postprocessor, wire diameter, wire gaps etc. This menu contains all the options necessary to define machining sequences. The view menu has two main functions: it allows you to alter which screen elements are displayed (toolbars etc.) and how the cursor appears, secondly it controls the display of geometry and wirepath simulation for the program that you have defined This menu contains the options available for simulating the program that you have defined and for generating CNC code via a Postprocessor. This menu enables you to select which of the various frames are displayed in the program window. Offers access to this help file and information about Dolphin Wire Erosion (Version No. etc.) 64
65 File - New The button on the Top Toolbar is a shortcut for this command The File - New command opens a new program. If a program is already open you will be asked if you wish to save it before the new program is started. File - Open The button on the Top Toolbar is a shortcut for this command The File - Open command is used to load an existing PartMaster Wire EDM program. If a program is currently loaded you will be asked if you wish to save it before the selected program is loaded The following dialog is displayed: The dialog will automatically be set to the My Drawings folder. If the drawing that you wish to load is not in this folder, use the arrow button to open the complete directory, where you can select the folder that you want. Select the file name that you wish to open and then click on the Open button. 65
66 File - Save The button on the Top Toolbar is a shortcut for this command The File - Save command saves the current program to the name and directory previously assigned without further comment. If the program has not been saved previously, the File - Save command is equivalent to the File - Save As command which will ask you to choose a folder and enter a name for the file. See File - Save As File Save as The File - Save As command is used to save the current drawing to a name or folder different to that which is currently assigned. The following dialog will be displayed: 66

67 File Import The File - Import command is used to load an existing drawing. The file types currently available are PartMaster drawings, Dolphin CAD version 4 drawings and DXF drawings. The following dialog is displayed: The dialog will automatically be set to the My Drawings folder. If the file that you wish to load is not in this folder, use the mouse to open the complete directory, where you can select the folder that you want. Select the file name that you wish to open and then click on the Open button. DXF IMPORT - When you import a DXF file, the elements within the drawing will be handled in the following manner: The drawing is scanned for POLYLINE features which have been imported as "Contours" on the layer "PartMaster", if none are found, the system attempts to create "Contours" from the available geometry. This means that if the drawing has been prepared beforehand by using POLYLINE's to identify the geometry to be imported, then the system will import only the prepared geometry, otherwise it will attempt to import all available geometry. (Maybe including the drawing frame and other undesired features). It is useful to note that if the export software that produced the DXF file has the option to select Version 12 DXF then this is the recommended choice as this option will export any NURBS as basic elements (lines, arcs etc) which can be handled within Dolphin Wire Erosion for machining. All suitable geometry is imported and assigned names based on the drawing name, e.g. Drawing1_CURVE001, Drawing1_CURVE002 etc. This allows geometry to be imported from multiple drawings without creating a naming conflict. If complex drawings (containing text, help lines, frames etc.) are imported with no attempt to simplify the geometry held within them, the import routine may well find that the geometry cannot be resolved in a satisfactory manner. In these cases the recommended procedure is to open the DXF file within the Dolphin CAD system and simplify the drawing as required. 67

68 File Export The File - Export command is used to save the current program in a range of external formats (other than PartMaster). The file types currently available are Windows enhanced Metafile and Text Files The following dialog is displayed: The dialog will automatically be set to the My Drawings folder. If this is not the folder where you wish to save the data, use the mouse to open the correct directory where you wish to save the data. Input the file name that you wish to use and then click on the Save button. 68
, the print parameters to be used and also what you want to send to the printer.")

69 File Print The button on the Top Toolbar is a shortcut for this command The File - Print command sends the selected output to the printer. A dialog will be opened where you can select the printer to be used (from the installed printers), the print parameters to be used and also what you want to send to the printer. What do you want to print: With this field you can select what you wish to print out Edit Layout: This button enables you to set exactly what will printed as part of the document that you have selected. File Print preview The Print Preview command opens a new window which will display how the program will look when it is printed with the current printer settings. The display will change according to the data that you have selected to print in the Print command. When you wish to revert to the normal Dolphin Wire Erosion screen, click on the Close button. File Print setup The Print Setup command opens the standard windows print dialog will be opened where you can select the printer to be used and also set up the printing parameters. The actual parameters and options that can be set will depend upon the printer. 69

 is set within the DComms module and specifies the target port (COM1, COM2 etc.")
70 File Send as Mail This will allow the current program to be ed using the client installed on your PC. When selected you will see this dialogue :- Select which program you wish to send and click OK, your client will be activated and you can the recipient. File Send Program to.. The File - Send NC Program to command is used to send the current NC program (after it has been post processed) to a machine tool controller. The target is set to that specified in the selected cfg program. The cfg (configuration program) is set within the DComms module and specifies the target port (COM1, COM2 etc.), the baud rate, data bits, stops bits and handshaking protocol to be used in the data transfer. The following dialog is displayed: The dialog will automatically be set to the ApplicationData folder. If the config file that you wish to load is not in this folder, use the arrow button to open the complete directory, where you can select the folder that you want. Select the configuration program that you wish to use and then click on the Open button. 70
71 Edit - Undo Edit - Undo reverses the operation of the last Edit command. Edit - Cut This command can also be accessed via the button on the Top Toolbar Edit - Cut takes the marked text or program operation, deletes it from the file and places it on the clipboard where it is available to be put back into the existing file or another file by means of the Paste operation. If the cursor is within the Edit NC area, this is where the cut operation will take place. If the cursor is used to mark a machining operation within the Program Operations area of the screen, the marked operation will be cut from the program. Note that Cut does NOT operate within the Defined Geometry Pane. Edit - Copy This command can also be accessed via the button on the Top Toolbar The Edit -Copy command will copy either marked text (within the Edit NC area) or a machining operation (within the Program Operations pane) onto the clipboard. This information can be put back into the current program or another program by means of the Edit - Paste command. Note that Edit - Copy does NOT work within the Geometry Definitions pane. Edit - Paste This command can also be accessed via the button on the Top Toolbar The Edit - Paste command will copy the contents of the clipboard into the existing program at the current cursor position. If the Cut or Copy operation was carried out with a Program Operation marked then this information can be pasted into the Program Operations pane - If the data that was copied was either Cut or Copied from the NC code in the Edit NC Code area, then this can be pasted back into the file at the cursor position. Text from an external file can also be pasted into the Edit area. 71
72 Note that the program will NOT allow you to Cut or Copy information from the either the Program Operations pane or the Edit NC Code area and then Paste it back into the other pane - the information is not compatible. Edit Select all The Edit - Select All command only works if the cursor is within the Edit NC Code area of the screen. All the text within the pane is marked Edit Find The Edit - Find command works only when the cursor is within the Edit NC Code area. A Dialog is opened where you can specify the text that you wish to find. It is normally used to find instances of a certain text string that you wish to edit. Edit Replace The Edit - Replace command works only when the cursor is within the Edit NC Code area. A Dialog is opened where you can specify the text that you wish to find and replace. It is normally used to make global replacements of one text string with another. Edit Repeat edit The Edit - Repeat Edit command repeats the last edit command that was carried out. Edit Notes Please see the section Machining Edit Notes Edit Geometry This will invoke the Geometry editor that can be used to create or modify geometry. Please see the Geometry editor module for further information. 72
73 Edit Nc Program Once you have used a post processor to generate an NC program containing machine specific code, you can use this command to place the screen cursor at the top of the NC code within the Edit NC Code area of the screen. USE WITH CARE If the NC code is edited in this manner, please remember that it no longer matches the defined program and the post-processor that was used. If the program is re-run in the future the NC code generated will NOT be the same as the edited version. Edit Post Processor The post processor is the program that converts the Partmaster program into the machine specific NC code which is required by your chosen NC machine. Using this command you can open the post processor definition file in the standard Windows editor, enabling you to change any definitions that you want to. USE WITH CARE The post-processor should only be modified by competent persons. 73

74 The Setup Menu This menu gives you access to the machine tool and job setup pages. Setup Machine tool This command opens a dialog that enables you to set up a range of machine parameters and default values. Machine name Post Processor Arc vector tolerance Feedrate used to calculate cycle time You can optionally allocate a name to the wire erosion machine that you are going to use for the current job. This field sets the name of the post processor that will be called when you carry out an Execute - Post processor command to produce the NC code. Sets the maximum allowable deviation from a true curve when an arc has to be machined as a series of vector (straight line) moves. This is the nominal feedrate that the sytem will use when asked to produce a cycle time estimate. 74

75 UV programming plane: Height above workpiece XY programming plane: Distance below workpiece When working in full four-axis mode the wire angle is produced by movement of the top wire guide (UV plane) relative to the bottom wire guide for the XY plane. The offsets calculated by the sytem are obviously only correct for one given height which must be the same for the program as that set on the machine. This field sets the height above the workpiece at which the UV calculations will be made. When working in full four-axis mode the wire angle is produced by movement of the top wire guide (UV plane) relative to the bottom wire guide for the XY plane. The offsets calculated by the sytem are obviously only correct for one given height which must be the same for the program as that set on the machine. This field sets the distance below the workpiece at which the XY calculations will be made. 75

76 Setup Machine - Wire This command opens a dialog that enables you to set up a range of machine parameters and default values. Nominal wire diameter Spark Gap Nominal feedrate Machining limits: Max U-V displacement Machining Limits: Max wire angle Machining Limits: Max Z thickness Sets the nominal diameter of the wire which will be used by the system to calculate the offset wire path. This field sets the value of the spark gap which is overcut per side produced by the erosion process, over and above the wire diameter. This sets the nominal feedrate which will be used by the post processor and may be output in the program. How it is used is dependant upon the post processor settings and the machine tool. Most modern machines have an adaptive speed control which depends upon the cut height and power and generator settings. This field sets a maximum value for then relative movement of the UV wire guide compared to the XY guide. It is used to produce a warning if the value is exceeded during program execution Similar to the above but sets an angle value rather than relative movements. It is used to produce a warning if the value is exceeded during program execution This field is used to produce a warning if an attempt is made to define a workpiece with a Z height greater than the given value 76


77 Setup Machine - Defaults This command opens a dialog that enables you to set up a range of default values. Note that these values will be overwritten by any subsequent values input by means of drawing notes or commands entered using the Machining - Edit Note command Default corner mode Roll corners PartMaster can machine external sharp corners either by rolling the wire around the corner or by extending the tool path to the intersection point. It defaults to rolling around external sharp corners. Default arc mode This field allows you to set the default corner condition when machining in two axis mode with a wire angle. 77

78 Setup Machine - Conversion This command opens a dialog that enables you to set up a range of machine parameters and default values. Conversion Utility This tab of the dialog allows you to define the name of a conversion utility which will be called and executed automatically after the post processing is complete. Optionally you can also change the file extension for the program that has been converted. Typical uses may include utilities which carry out special line re-numbering operations, parity checking, inserting of special header information etc. etc. 78


79 Setup Machine UV Path Generation This page allows you specify how the top wire guide - the U and V axes should be handled. Setup Machine 1 st Span This page will determine the actions of the system when cutting the first span, some controllers such as Agie don t allow you to start machining on an arc. 79

80 Setup Machine Load Setup This command is used to load a setup sheet which has previously been stored with the Setup - Save Setup command. Setup Machine Save Setup This command is used to save a setup sheet which has previously been defined in the Setup - Machine Tool Dialog. Setup Machine This Job This command opens a dialog in which you can store Program Information specific to the current job. Description Program number Z-height What units do you want to work in You can give a description of the current job. This field sets the program number which will be output in the NC code. Here you can define the Z-height of the current job. How this is handled and what effect it has is dependant upon the program mode (2-axis, 4-axis etc.) and the setup of the posr processor. Sets the units that will be used in program generation. 80
81 Execute Simulate The button on the Status Panel and on the top toolbar are short cuts for this command. This command starts the execution of the program simulation. Execute Faster The faster button on the top toolbar and the Simulation Speed control on the status panal are shortcuts for this command. Selecting this command when a program simulation is running will have the effect of speeding up the simulation Execute Slower The slower button on the top toolbar and the Simulation Speed control on the status panal are shortcuts for this command. Selecting this command when a program simulation is running will have the effect of slowing down the simulation. Execute Post Process The post process button on the operations toolbar is a shortcut for this command. When you have completed your program, you will then need to produce a file with the NC code necessary for the machine tool. This is accomplished by means of a post processor. The required post processor can be selected by means of the dialog shown above. The postprocessor you use will depend on what machine tool you have. 81


82 View Toolbars This part of the View menu contains switches various parts of the screen display on and off. A tick next to the entry means that the object is displayed. View Zoom This command on the View menu opens a sub-menu which controls the zoom factor used for the graphic display. 82

83 View Preferences The View - Preferences command opens a dialog in which you can set up default values for a whole range of parameters and preferences. Wire path simulation options: Simulate Wire using actiual wire diameter: this option allows you to show the wire path using the actual wire diameter as defined in the Setup - Machine Tool dialog, rather than showing just the centre line of the wire path Draw wire at each span end point: the wire is drawn at each span end point (usually used when the next option (draw wire at intermediate points) is switched off. It simplifies the drawing of the wire path when in animation mode. Draw wire at intermediate points: The wire is shown, not only at the geometry points (as specified above) but also at intermediate positions along the path. Pause animation on Machine Stop commands: The wire path animation is paused when a note containing a Machine Stop command is encountered. Animation tolerance: This field sets the tolerance used by the animation when it is vectoring around arcs. The smaller the figure entered here, the more lines that will be drawn. 83

84 Setup Options: Automatically load last machine setup: Activating this option will mean that the last machine setup that you saved (using the Setup - Machine Tool and Setup - Save Setup menu options) will be automatically reloaded for the new job. Automatically save new machine setup: The setup data entered in the Setup - Machine Tool dialog will be saved automatically Import Options: Auto create wire path for all imported contours: A Goround single contour mode machining command will be created for each importrd contour and entered in the machiningh operations list. View Preferences - Angles The View - Preferences - Angles command opens a dialog in which you can set the way in which angles are displayed (units designation and the number of decimal places). 84


85 View Preferences - Colours The View - Preferences -Colors command opens a dialog in which you can set up the colors used by the graphic screen display. The Colors Tab allows you to set the colors for all aspects of the graphic display: Click on a color field with the left hand mouse button and the standard Windows dialog for colous will be opened. Click on the color that you wish to set and then on the OK button. Note that the colors that you can choose are restricted to those shown in the dialog. Custom mixing of colors is not allowed. Default: The default button will reset all the colors to the pre-selected values. Reset: The reset button will set all the colors back to those which were last set, before you started making changes. 85
 for both Metric and Imperial")

86 View Preferences - Distance The View - Preferences - Distance command opens a dialog in which you can set the way in which linear distances are displayed (units designation and the number of decimal places) for both Metric and Imperial units. View Preferences Feed per Minute The View - Preferences - Feed per Min command opens a dialog in which you can set the way in which feedrate is displayed (units designation and the number of decimal places) for both Metric and Imperial units. 86

87 View Preferences Folders The View - Preferences - Folders command opens a dialog in which you can set up the default folders for save and load operations The Folders Tab allows you to set the default directories for a range of save and load functions Import: This is the directory which will be opened when you wish to import a drawing NC-Programs: This is the directory that will be pre-selected when you wish to store an NC program (these are programs in the Wire Erosion Format NOT NC code for your machine tool). Post-Processors: This is the directory which will be preselected when you wish to open a post-processor. Output files: This is the directory which will be pre-selected when you wish to store an output file (NC code for the machine tool). 87
 and the font used by the printer.")
88 View Preferences Fonts The View - Preferences - fonts command opens a dialog in which you can set the font used when labelling in the graphic screen (span numbers etc.) and the font used by the printer. The Fonts Tab allows you to set the fonts which will be used by the graphic screen display and by the printer: The Modify buttons on the dialog will open the standard Windows Font dialog which will display all the fonts currently installed on your computer - select the required font, style, and size and click on the OK button. Screen Font: This is the font that will be used to label items on the screen (span numbers, contour names etc.) Printer Font: This is the font that will be used by the printer when printing the program or NC code. 88


89 View Preferences Tabs The View - Preferences - Tabs command opens a dialog in which you can set the way in which dialogs with multiple tabs or page (such as the one below) are displayed. View Preferences User name The View - Preferences - Use name command opens a dialog in which you can set up the names which will be stored as information, together with the program. Click on the appropriate tab of the graphic above for further details of the other pages of this dialog Name and Company: The Names entered here are by default the names used when you registered the software. You can however enter new names if you wish. They will be used in the Information which is stored with the program. 89


90 View Preferences Tuning The View - Preferences - Tuning command opens a dialog in which you can set the way in which Auto correction of geometry is carried out (minimum span length, gap tolerance etc.) Auto correction is used by the system when it is tracing drawing contours for use in the machining modules and also for the offsetting routines. USE WITH CARE Be careful if you change these values - large values particularly can have unexpected results! 90

91 View Preferences Limits The View - Limits command opens a dialog in which the maximum and minimum values (XY and UV) for the generated wirepath are displayed, together with the maximum angle and the total cut length of the base contour. View Animate The button on the Machining operations toolbar is a shortcut for this command. View - Animate: If this option is switched on then the wire path will be simulated by a moving picture which shows the progress of the wire around the contour(s) to be cut. 91

92 View Animate View - Editor Font: This command enables you to select the font that will be used to display the NC code generated by the post processor. This text is displayed in the Edit NC Code area of the screen. The standard Windows Font dialog will be opened which will display all the fonts currently installed on your computer - select the required font, style, size and colour. See Edit NC Code area. View Notes The View - Notes command opens a window in which you can add any notes that you wish to the program. When you have finished the note, hit the ESC key or the close icon on the window. You will be asked it you wish to save the note. If an existing note has been saved you can re-open it with the Viewv - Notes command. The note can be edited or you can add further information as required. The View Note window is "sticky" i.e it will remain displayed at all times irrespective of any other operations that you perform until you close it. The View-Notes command may also be used to provide on-line help in carrying out various operations. Some preliminary versions of these tutorials may be found in the How Do I... folder. If the Notes dialog is visible when the program document is closed, it will automatically be re-displayed when that program is next opened. The dialog may be resized (by dragging its edges with the mouse) and can be moved around the screen by dragging its title bar. View Customise Not yet documented Window menu Not yet documented 92


93 Help menu This menu contains commands to open this help file, to show information about the version number of the Program and to enable you to register and change your program license. Help Help Topics Opens this help file at the index page. Help What s New Opens a help file which documents all the various alterations and fixes of the various software releases. Help About Dwes This command displays a dialog which displays the version number and other information about Dwes.. 93


94 Help Activate License This command displays a wizard which enables you to register your software and activate the license. The Activation code can be obtained from Dolphin CadCam Ltd either by , fax or phone. Once you have obtained this number please follow the instructions given on the dialog. 94

95 Help Change License This command displays a dialog which enables you to change the modules which are supported by you software license. The modules which are activated are set by a Feature code which can be obtained from Dolphin CadCam Ltd either by , fax or phone. Once you have obtained this number please follow the instructions given on the dialog. Help Thumbnails This menus item allows you switch on the Thubmnial views when using Windows Explorer, this will give a thumbnail graphics of the part in question. This facility is only available to Win XP or Win 2000 users. 95
Dolphin PartMaster Milling
 Dolphin PartMaster Milling Copyright 2000-2017 Dolphin CadCam Systems Ltd.. This document is copyrighted and all rights are reserved. This document may not, in whole or in part, be copied or reproduced
Dolphin PartMaster Milling Copyright 2000-2017 Dolphin CadCam Systems Ltd.. This document is copyrighted and all rights are reserved. This document may not, in whole or in part, be copied or reproduced
Tutorial 1 Engraved Brass Plate R
 Getting Started With Tutorial 1 Engraved Brass Plate R4-090123 Table of Contents What is V-Carving?... 2 What the software allows you to do... 3 What file formats can be used?... 3 Getting Help... 3 Overview
Getting Started With Tutorial 1 Engraved Brass Plate R4-090123 Table of Contents What is V-Carving?... 2 What the software allows you to do... 3 What file formats can be used?... 3 Getting Help... 3 Overview
Tutorial VCarving Christmas Decorations
 Getting Started With Tutorial VCarving Christmas Decorations VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd has no control over
Getting Started With Tutorial VCarving Christmas Decorations VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd has no control over
Dolphin 3DCAM Help. Copyright <2018> by <Dolphin Cadcam Systems Ltd>. V All Rights Reserved.
 Copyright by . V1.020216 All Rights Reserved. Table of Contents Introduction... 3 Getting Started... 4 The Ribbon Toolbar... 5 File... 6 Geom... 9 Solids... 24 View...
Copyright by . V1.020216 All Rights Reserved. Table of Contents Introduction... 3 Getting Started... 4 The Ribbon Toolbar... 5 File... 6 Geom... 9 Solids... 24 View...
Tutorial 3 Kitchen Cabinet Door
 Getting Started With Tutorial 3 Kitchen Cabinet Door VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd has no control over how
Getting Started With Tutorial 3 Kitchen Cabinet Door VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd has no control over how
Tutorial 3 Model Locomotive Name plate
 Getting Started With Tutorial 3 Model Locomotive Name plate Cut2D Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd. has no control over how
Getting Started With Tutorial 3 Model Locomotive Name plate Cut2D Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd. has no control over how
Working with PhotoVCarve files
 Getting Started with Tutorial 4 Intermediate Level Working with PhotoVCarve files VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric
Getting Started with Tutorial 4 Intermediate Level Working with PhotoVCarve files VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric
Autodesk Inventor - Basics Tutorial Exercise 1
 Autodesk Inventor - Basics Tutorial Exercise 1 Launch Inventor Professional 2015 1. Start a New part. Depending on how Inventor was installed, using this icon may get you an Inch or Metric file. To be
Autodesk Inventor - Basics Tutorial Exercise 1 Launch Inventor Professional 2015 1. Start a New part. Depending on how Inventor was installed, using this icon may get you an Inch or Metric file. To be
Feature-based CAM software for mills, multi-tasking lathes and wire EDM. Getting Started
 Feature-based CAM software for mills, multi-tasking lathes and wire EDM www.featurecam.com Getting Started FeatureCAM 2015 R3 Getting Started FeatureCAM Copyright 1995-2015 Delcam Ltd. All rights reserved.
Feature-based CAM software for mills, multi-tasking lathes and wire EDM www.featurecam.com Getting Started FeatureCAM 2015 R3 Getting Started FeatureCAM Copyright 1995-2015 Delcam Ltd. All rights reserved.
Tutorial 1 Bulls Head Sign
 Getting Started With Tutorial 1 Bulls Head Sign VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd has no control over how the software
Getting Started With Tutorial 1 Bulls Head Sign VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd has no control over how the software
Exercise Guide. Published: August MecSoft Corpotation
 VisualCAD Exercise Guide Published: August 2018 MecSoft Corpotation Copyright 1998-2018 VisualCAD 2018 Exercise Guide by Mecsoft Corporation User Notes: Contents 2 Table of Contents About this Guide 4
VisualCAD Exercise Guide Published: August 2018 MecSoft Corpotation Copyright 1998-2018 VisualCAD 2018 Exercise Guide by Mecsoft Corporation User Notes: Contents 2 Table of Contents About this Guide 4
Generating Vectors Overview
 Generating Vectors Overview Vectors are mathematically defined shapes consisting of a series of points (nodes), which are connected by lines, arcs or curves (spans) to form the overall shape. Vectors can
Generating Vectors Overview Vectors are mathematically defined shapes consisting of a series of points (nodes), which are connected by lines, arcs or curves (spans) to form the overall shape. Vectors can
Tutorial 3: Constructive Editing (2D-CAD)
") (2D-CAD) The editing done up to now is not much different from the normal drawing board techniques. This section deals with commands to copy items we have already drawn, to move them and to make multiple
(2D-CAD) The editing done up to now is not much different from the normal drawing board techniques. This section deals with commands to copy items we have already drawn, to move them and to make multiple
Tutorial 1 Engraved Brass Plate
 Getting Started With Tutorial 1 Engraved Brass Plate VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd has no control over how the
Getting Started With Tutorial 1 Engraved Brass Plate VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd has no control over how the
Tutorial: Connecting Rod
 Tutorial: Connecting Rod Cut2D Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd. has no control over how the software described in this manual
Tutorial: Connecting Rod Cut2D Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd. has no control over how the software described in this manual
TOOLPATHS TRAINING GUIDE. Sample. Distribution. not for MILL-LESSON-4-TOOLPATHS DRILL AND CONTOUR
 TOOLPATHS TRAINING GUIDE MILL-LESSON-4-TOOLPATHS DRILL AND CONTOUR Mill-Lesson-4 Objectives You will generate a toolpath to machine the part on a CNC vertical milling machine. This lesson covers the following
TOOLPATHS TRAINING GUIDE MILL-LESSON-4-TOOLPATHS DRILL AND CONTOUR Mill-Lesson-4 Objectives You will generate a toolpath to machine the part on a CNC vertical milling machine. This lesson covers the following
CNC Programming Simplified. EZ-Turn / TurnMill Tutorial.
 CNC Programming Simplified EZ-Turn / TurnMill Tutorial www.ezcam.com Copyright Notice This manual describes software that contains published and unpublished works of authorship proprietary to EZCAM Solutions,
CNC Programming Simplified EZ-Turn / TurnMill Tutorial www.ezcam.com Copyright Notice This manual describes software that contains published and unpublished works of authorship proprietary to EZCAM Solutions,
Modeling a Gear Standard Tools, Surface Tools Solid Tool View, Trackball, Show-Hide Snaps Window 1-1
 Modeling a Gear This tutorial describes how to create a toothed gear. It combines using wireframe, solid, and surface modeling together to create a part. The model was created in standard units. To begin,
Modeling a Gear This tutorial describes how to create a toothed gear. It combines using wireframe, solid, and surface modeling together to create a part. The model was created in standard units. To begin,
MASTERCAM WIRE TUTORIAL. June 2018
 MASTERCAM WIRE TUTORIAL June 2018 MASTERCAM WIRE TUTORIAL June 2018 2018 CNC Software, Inc. All rights reserved. Software: Mastercam 2019 Terms of Use Use of this document is subject to the Mastercam End
MASTERCAM WIRE TUTORIAL June 2018 MASTERCAM WIRE TUTORIAL June 2018 2018 CNC Software, Inc. All rights reserved. Software: Mastercam 2019 Terms of Use Use of this document is subject to the Mastercam End
Getting Started. Tutorial 2 Flat Bottom V-Carving. A quick start guide for VCarve Pro & Aspire users. Vectric Ltd. Document V.6.0 V3.
 Getting Started A quick start guide for VCarve Pro & Aspire users Vectric Ltd. Document V.6.0 V3.0 Tutorial 2 Flat Bottom V-Carving Getting Started with Aspire & VCarve Pro Disclaimer All CNC machines
Getting Started A quick start guide for VCarve Pro & Aspire users Vectric Ltd. Document V.6.0 V3.0 Tutorial 2 Flat Bottom V-Carving Getting Started with Aspire & VCarve Pro Disclaimer All CNC machines
Autodesk Inventor Design Exercise 2: F1 Team Challenge Car Developed by Tim Varner Synergis Technologies
 Autodesk Inventor Design Exercise 2: F1 Team Challenge Car Developed by Tim Varner Synergis Technologies Tim Varner - 2004 The Inventor User Interface Command Panel Lists the commands that are currently
Autodesk Inventor Design Exercise 2: F1 Team Challenge Car Developed by Tim Varner Synergis Technologies Tim Varner - 2004 The Inventor User Interface Command Panel Lists the commands that are currently
QuickTutor. An Introductory SilverScreen Modeling Tutorial. Solid Modeler
 QuickTutor An Introductory SilverScreen Modeling Tutorial Solid Modeler TM Copyright Copyright 2005 by Schroff Development Corporation, Shawnee-Mission, Kansas, United States of America. All rights reserved.
QuickTutor An Introductory SilverScreen Modeling Tutorial Solid Modeler TM Copyright Copyright 2005 by Schroff Development Corporation, Shawnee-Mission, Kansas, United States of America. All rights reserved.
CNC Programming Simplified. EZ-Turn Tutorial.
 CNC Programming Simplified EZ-Turn Tutorial www.ezcam.com Copyright Notice This manual describes software that contains published and unpublished works of authorship proprietary to EZCAM Solutions, Inc.
CNC Programming Simplified EZ-Turn Tutorial www.ezcam.com Copyright Notice This manual describes software that contains published and unpublished works of authorship proprietary to EZCAM Solutions, Inc.
Mastercam X9 for SOLIDWORKS
 Chapter 21 CO2 Shell Car Mastercam X9 for SOLIDWORKS A. Enable Mastercam for SOLIDWORKS. Step 1. If necessary, turn on Mastercam for SOLIDWORKS, click the flyout of Options on the Standard toolbar and
Chapter 21 CO2 Shell Car Mastercam X9 for SOLIDWORKS A. Enable Mastercam for SOLIDWORKS. Step 1. If necessary, turn on Mastercam for SOLIDWORKS, click the flyout of Options on the Standard toolbar and
Belt Buckle A. Create Rectangle. Step 1. If necessary start a new Mastercam file, click New
 Mastercam 2017 Chapter 35 Belt Buckle A. Create Rectangle. Step 1. If necessary start a new Mastercam file, click New (Ctrl-N) on the Quick Access Toolbar QAT. Step 2. On the Wireframe tab click Rectangle.
Mastercam 2017 Chapter 35 Belt Buckle A. Create Rectangle. Step 1. If necessary start a new Mastercam file, click New (Ctrl-N) on the Quick Access Toolbar QAT. Step 2. On the Wireframe tab click Rectangle.
Unit 21 - Creating a Navigation Bar in Macromedia Fireworks
 Unit 21 - Creating a Navigation Bar in Macromedia Fireworks Items needed to complete the Navigation Bar: Unit 21 - House Style Unit 21 - Graphics Sketch Diagrams Document ------------------------------------------------------------------------------------------------
Unit 21 - Creating a Navigation Bar in Macromedia Fireworks Items needed to complete the Navigation Bar: Unit 21 - House Style Unit 21 - Graphics Sketch Diagrams Document ------------------------------------------------------------------------------------------------
StickFont Editor v1.01 User Manual. Copyright 2012 NCPlot Software LLC
 StickFont Editor v1.01 User Manual Copyright 2012 NCPlot Software LLC StickFont Editor Manual Table of Contents Welcome... 1 Registering StickFont Editor... 3 Getting Started... 5 Getting Started...
StickFont Editor v1.01 User Manual Copyright 2012 NCPlot Software LLC StickFont Editor Manual Table of Contents Welcome... 1 Registering StickFont Editor... 3 Getting Started... 5 Getting Started...
What's New in VCarve Pro 8.5
 What's New in VCarve Pro 8.5 A quick start guide for VCarve Pro upgraders Copyright Vectric Ltd. Document V.1.0 Contents CONTENTS... 2 OVERVIEW... 3 ENHANCED & EXTENDED DRAWING TOOLS... 4 NEW TOOLPATH
What's New in VCarve Pro 8.5 A quick start guide for VCarve Pro upgraders Copyright Vectric Ltd. Document V.1.0 Contents CONTENTS... 2 OVERVIEW... 3 ENHANCED & EXTENDED DRAWING TOOLS... 4 NEW TOOLPATH
Autodesk Fusion 360 Training: The Future of Making Things Attendee Guide
 Autodesk Fusion 360 Training: The Future of Making Things Attendee Guide Abstract After completing this workshop, you will have a basic understanding of editing 3D models using Autodesk Fusion 360 TM to
Autodesk Fusion 360 Training: The Future of Making Things Attendee Guide Abstract After completing this workshop, you will have a basic understanding of editing 3D models using Autodesk Fusion 360 TM to
VisualCAM 2018 for SOLIDWORKS-TURN Quick Start MecSoft Corporation
 2 Table of Contents Useful Tips 4 What's New 5 Videos & Guides 6 About this Guide 8 About... the TURN Module 8 Using this... Guide 8 Getting Ready 10 Running... VisualCAM for SOLIDWORKS 10 Machining...
2 Table of Contents Useful Tips 4 What's New 5 Videos & Guides 6 About this Guide 8 About... the TURN Module 8 Using this... Guide 8 Getting Ready 10 Running... VisualCAM for SOLIDWORKS 10 Machining...
TRAINING GUIDE. Sample not. for Distribution LATHE-LESSON-1 FACE, ROUGH, FINISH AND CUTOFF
 TRAINING GUIDE LATHE-LESSON-1 FACE, ROUGH, FINISH AND CUTOFF Mastercam Training Guide Objectives You will create the geometry for Lathe-Lesson-1, and then generate a toolpath to machine the part on a CNC
TRAINING GUIDE LATHE-LESSON-1 FACE, ROUGH, FINISH AND CUTOFF Mastercam Training Guide Objectives You will create the geometry for Lathe-Lesson-1, and then generate a toolpath to machine the part on a CNC
Module 4A: Creating the 3D Model of Right and Oblique Pyramids
 Inventor (5) Module 4A: 4A- 1 Module 4A: Creating the 3D Model of Right and Oblique Pyramids In Module 4A, we will learn how to create 3D solid models of right-axis and oblique-axis pyramid (regular or
Inventor (5) Module 4A: 4A- 1 Module 4A: Creating the 3D Model of Right and Oblique Pyramids In Module 4A, we will learn how to create 3D solid models of right-axis and oblique-axis pyramid (regular or
3 AXIS STANDARD CAD. BobCAD-CAM Version 28 Training Workbook 3 Axis Standard CAD
 3 AXIS STANDARD CAD This tutorial explains how to create the CAD model for the Mill 3 Axis Standard demonstration file. The design process includes using the Shape Library and other wireframe functions
3 AXIS STANDARD CAD This tutorial explains how to create the CAD model for the Mill 3 Axis Standard demonstration file. The design process includes using the Shape Library and other wireframe functions
Mastercam X6 for SolidWorks Toolpaths
 Chapter 21 CO2 Shell Car Mastercam X6 for SolidWorks Toolpaths A. Enable Mastercam for SolidWorks. Step 1. If necessary, turn on Mastercam for SolidWorks, click Tools Menu > Add-Ins. Step 2. In the dialog
Chapter 21 CO2 Shell Car Mastercam X6 for SolidWorks Toolpaths A. Enable Mastercam for SolidWorks. Step 1. If necessary, turn on Mastercam for SolidWorks, click Tools Menu > Add-Ins. Step 2. In the dialog
Mill Level 1 Training Tutorial
 To order more books: Call 1-800-529-5517 or Visit www.inhousesolutions.com or Contact your Mastercam dealer Mastercam X 5 Copyright: 1998-2010 In-House Solutions Inc. All rights reserved Software: Mastercam
To order more books: Call 1-800-529-5517 or Visit www.inhousesolutions.com or Contact your Mastercam dealer Mastercam X 5 Copyright: 1998-2010 In-House Solutions Inc. All rights reserved Software: Mastercam
Mastercam X6 for SolidWorks Toolpaths
 Chapter 14 Spinning Top Mastercam X6 for SolidWorks Toolpaths A. Insert Handle in New Assembly. Step 1. Click File Menu > New, click Assembly and OK. Step 2. Click Browse in the Property Manager, Fig.
Chapter 14 Spinning Top Mastercam X6 for SolidWorks Toolpaths A. Insert Handle in New Assembly. Step 1. Click File Menu > New, click Assembly and OK. Step 2. Click Browse in the Property Manager, Fig.
Introduction to SolidWorks Basics Materials Tech. Wood
 Introduction to SolidWorks Basics Materials Tech. Wood Table of Contents Table of Contents... 1 Book End... 2 Introduction... 2 Learning Intentions... 2 Modelling the Base... 3 Modelling the Front... 10
Introduction to SolidWorks Basics Materials Tech. Wood Table of Contents Table of Contents... 1 Book End... 2 Introduction... 2 Learning Intentions... 2 Modelling the Base... 3 Modelling the Front... 10
THE EASTMAN Easicut v2.1
 THE EASTMAN Easicut v2.1 User's Manual This manual must be used in conjunction with the M9000 Machine Instruction and Service manual, Form #E-509-Instructions. 779 Washington St., Buffalo, N.Y. 14203-1396
THE EASTMAN Easicut v2.1 User's Manual This manual must be used in conjunction with the M9000 Machine Instruction and Service manual, Form #E-509-Instructions. 779 Washington St., Buffalo, N.Y. 14203-1396
WAIPA DISTRICT COUNCIL. Maps Online 9. Updated January This document contains an overview of IntraMaps/Maps Online version 9.
 WAIPA DISTRICT COUNCIL Maps Online 9 Updated January 2018 This document contains an overview of IntraMaps/Maps Online version 9.0 Contents Starting Maps Online... 3 Menu Bar... 4 Tools... 5 View Tab...
WAIPA DISTRICT COUNCIL Maps Online 9 Updated January 2018 This document contains an overview of IntraMaps/Maps Online version 9.0 Contents Starting Maps Online... 3 Menu Bar... 4 Tools... 5 View Tab...
User Guide. mk Config
 User Guide mk Config mk Config Register 1.1. CD-Start 4 1.2. Installation 5 1.3. Start 6 1.4. Layout of user interface and functions 7 1.4.1. Overview 7 1.4.2. Part buttons 8 1.4.3. Menus 9 1.4.3.1. Export
User Guide mk Config mk Config Register 1.1. CD-Start 4 1.2. Installation 5 1.3. Start 6 1.4. Layout of user interface and functions 7 1.4.1. Overview 7 1.4.2. Part buttons 8 1.4.3. Menus 9 1.4.3.1. Export
TRAINING GUIDE MILL-LESSON-FBM-2 FBM MILL AND FBM DRILL
 TRAINING GUIDE MILL-LESSON-FBM-2 FBM MILL AND FBM DRILL Mastercam Training Guide Objectives This lesson will use the same Feature Based Machining (FBM) methods used in Mill-Lesson- FBM-1, how ever this
TRAINING GUIDE MILL-LESSON-FBM-2 FBM MILL AND FBM DRILL Mastercam Training Guide Objectives This lesson will use the same Feature Based Machining (FBM) methods used in Mill-Lesson- FBM-1, how ever this
VCarve Pro. Vectric Ltd Unit 2B Dunstall Court Astwood Lane Feckenham B96 6QH UK.
 What's New In VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd has no control over how the software described in this manual might
What's New In VCarve Pro Disclaimer All CNC machines (routing, engraving, and milling) are potentially dangerous and because Vectric Ltd has no control over how the software described in this manual might
General Information Project management Introduction... 4 Getting Started Input geometry... 7
 Tutorial Shell Tutorial Shell All information in this document is subject to modification without prior notice. No part or this manual may be reproduced, stored in a database or retrieval system or published,
Tutorial Shell Tutorial Shell All information in this document is subject to modification without prior notice. No part or this manual may be reproduced, stored in a database or retrieval system or published,
Tutorial Second Level
 AutoCAD 2018 Tutorial Second Level 3D Modeling Randy H. Shih SDC PUBLICATIONS Better Textbooks. Lower Prices. www.sdcpublications.com Powered by TCPDF (www.tcpdf.org) Visit the following websites to learn
AutoCAD 2018 Tutorial Second Level 3D Modeling Randy H. Shih SDC PUBLICATIONS Better Textbooks. Lower Prices. www.sdcpublications.com Powered by TCPDF (www.tcpdf.org) Visit the following websites to learn
Skateboard. Hanger. in the Feature Manager and click Sketch on the Context toolbar, Fig. 1. Fig. 2
 Chapter 3 Skateboard Hanger A. Sketch1 Lines. Step 1. Click File Menu > New, click Part Metric and OK. Step 2. Click Right Plane in the Feature Manager and click Sketch on the Context toolbar, Fig. 1.
Chapter 3 Skateboard Hanger A. Sketch1 Lines. Step 1. Click File Menu > New, click Part Metric and OK. Step 2. Click Right Plane in the Feature Manager and click Sketch on the Context toolbar, Fig. 1.
TRAINING GUIDE. Sample. Distribution. not for LATHE-LESSON-1 FACE, ROUGH, FINISH AND CUTOFF
 TRAINING GUIDE LATHE-LESSON-1 FACE, ROUGH, FINISH AND CUTOFF Mastercam Training Guide Objectives You will create the geometry for Lathe-Lesson-1, and then generate a toolpath to machine the part on a CNC
TRAINING GUIDE LATHE-LESSON-1 FACE, ROUGH, FINISH AND CUTOFF Mastercam Training Guide Objectives You will create the geometry for Lathe-Lesson-1, and then generate a toolpath to machine the part on a CNC
1.1: Introduction to Fusion 360
 .: Introduction to Fusion 360 Fusion 360 is a cloud- based CAD/CAM tool for collaborative product development. The tools in Fusion enable exploration and iteration on product ideas and collaboration within
.: Introduction to Fusion 360 Fusion 360 is a cloud- based CAD/CAM tool for collaborative product development. The tools in Fusion enable exploration and iteration on product ideas and collaboration within
TRAINING GUIDE LATHE-LESSON-1 FACE, ROUGH, FINISH AND CUTOFF
 TRAINING GUIDE LATHE-LESSON-1 FACE, ROUGH, FINISH AND CUTOFF Mastercam Training Guide Objectives You will create the geometry for Lathe-Lesson-1, and then generate a toolpath to machine the part on a CNC
TRAINING GUIDE LATHE-LESSON-1 FACE, ROUGH, FINISH AND CUTOFF Mastercam Training Guide Objectives You will create the geometry for Lathe-Lesson-1, and then generate a toolpath to machine the part on a CNC
Laser Machine User Manual:
 Laser Machine User Manual: OPERATOR ( EasyCut / LaserCut version 5.3 ) v1.0 CTR Laser Machine Operator Manual ( EasyCut version 5.3 ) ~ version 1.0 1 CONTENTS Section 1: Tutorials...5 1.1. How to Cut with
Laser Machine User Manual: OPERATOR ( EasyCut / LaserCut version 5.3 ) v1.0 CTR Laser Machine Operator Manual ( EasyCut version 5.3 ) ~ version 1.0 1 CONTENTS Section 1: Tutorials...5 1.1. How to Cut with
Dr.Engrave USER'S MANUAL
 Dr.Engrave USER'S MANUAL This document is the operation manual for Dr. Engrave for Windows, a program for plate engraving. Contents Introduction... 4 Operating environment... 5 Overview of Dr.Engrave...
Dr.Engrave USER'S MANUAL This document is the operation manual for Dr. Engrave for Windows, a program for plate engraving. Contents Introduction... 4 Operating environment... 5 Overview of Dr.Engrave...
Fig. 2 Mastercam 2020 Spinning Top SW 19 to MCam20 TOOLPATHS Page 13-1
 Mastercam 2020 Chapter 13 Spinning Top SOLIDWORKS 19 to Mastercam 2020 A. Open File in Mastercam 2020. Step 1. If necessary, save your Handle and Flywheel parts file in SOLIDWORKS. Step 2. In Mastercam
Mastercam 2020 Chapter 13 Spinning Top SOLIDWORKS 19 to Mastercam 2020 A. Open File in Mastercam 2020. Step 1. If necessary, save your Handle and Flywheel parts file in SOLIDWORKS. Step 2. In Mastercam
SOLIDWORKS: Lesson III Patterns & Mirrors. UCF Engineering
 SOLIDWORKS: Lesson III Patterns & Mirrors UCF Engineering Solidworks Review Last lesson we discussed several more features that can be added to models in order to increase their complexity. We are now
SOLIDWORKS: Lesson III Patterns & Mirrors UCF Engineering Solidworks Review Last lesson we discussed several more features that can be added to models in order to increase their complexity. We are now
Getting Started with ShowcaseChapter1:
 Chapter 1 Getting Started with ShowcaseChapter1: In this chapter, you learn the purpose of Autodesk Showcase, about its interface, and how to import geometry and adjust imported geometry. Objectives After
Chapter 1 Getting Started with ShowcaseChapter1: In this chapter, you learn the purpose of Autodesk Showcase, about its interface, and how to import geometry and adjust imported geometry. Objectives After
CO 2 Shell Car. Body. in the Feature Manager and click Sketch from the context toolbar, Fig. 1. on the Standard Views toolbar.
 CO 2 Shell Car Chapter 2 Body A. Save as "BODY". Step 1. If necessary, open your BLANK file. Step 2. Click File Menu > Save As. Step 3. Key-in BODY for the filename and press ENTER. B. FRONT Wheel Shell.
CO 2 Shell Car Chapter 2 Body A. Save as "BODY". Step 1. If necessary, open your BLANK file. Step 2. Click File Menu > Save As. Step 3. Key-in BODY for the filename and press ENTER. B. FRONT Wheel Shell.
Sending image(s) to report Click Send Snapshot on any screen in Dolphin3D and choose the Send to Report option
 to report Click Send Snapshot on any screen in Dolphin3D and choose the Send to Report option") Dolphin 3D Reports Sending image(s) to report Click Send Snapshot on any screen in Dolphin3D and choose the Send to Report option Creating a report step by step 1. Generate the desired images in Dolphin3D
Dolphin 3D Reports Sending image(s) to report Click Send Snapshot on any screen in Dolphin3D and choose the Send to Report option Creating a report step by step 1. Generate the desired images in Dolphin3D
[Type text] [Type text] [Type text] GearPro Procedure
![[Type text] [Type text] [Type text] GearPro Procedure](/thumbs/77/76062303.jpg "[Type text] [Type text] [Type text] GearPro Procedure") GearPro Procedure Pictured below is the GearPro main screen. In this manual the icons on the top right corner (Chapter 1), far left side (Chapters 2-5), and far right side (Chapters 6&7) will be discussed.
GearPro Procedure Pictured below is the GearPro main screen. In this manual the icons on the top right corner (Chapter 1), far left side (Chapters 2-5), and far right side (Chapters 6&7) will be discussed.
Introduction to SolidWorks for Technology. No1: Childs Toy
 Introduction to SolidWorks for Technology No1: Childs Toy Table of Contents Table of Contents... 1 Introduction... 2 Part Modelling: Cab... 3 Part Modelling: Base... 6 Part Modelling: Wheel... 12 Assembly:
Introduction to SolidWorks for Technology No1: Childs Toy Table of Contents Table of Contents... 1 Introduction... 2 Part Modelling: Cab... 3 Part Modelling: Base... 6 Part Modelling: Wheel... 12 Assembly:
Inventor 201. Work Planes, Features & Constraints: Advanced part features and constraints
 Work Planes, Features & Constraints: 1. Select the Work Plane feature tool, move the cursor to the rim of the base so that inside and outside edges are highlighted and click once on the bottom rim of the
Work Planes, Features & Constraints: 1. Select the Work Plane feature tool, move the cursor to the rim of the base so that inside and outside edges are highlighted and click once on the bottom rim of the
AutoCollage 2008 makes it easy to create an AutoCollage from a folder of Images. To create an AutoCollage:
 Page 1 of 18 Using AutoCollage 2008 AutoCollage 2008 makes it easy to create an AutoCollage from a folder of Images. To create an AutoCollage: 1. Click on a folder name in the Image Browser. 2. Once at
Page 1 of 18 Using AutoCollage 2008 AutoCollage 2008 makes it easy to create an AutoCollage from a folder of Images. To create an AutoCollage: 1. Click on a folder name in the Image Browser. 2. Once at
Profile Modeler Profile Modeler ( A SuperControl Product )
") Profile Modeler ( A SuperControl Product ) - 1 - Index Overview... 3 Terminology... 3 Launching the Application... 4 File Menu... 4 Loading a File:... 4 To Load Multiple Files:... 4 Clearing Loaded Files:...
Profile Modeler ( A SuperControl Product ) - 1 - Index Overview... 3 Terminology... 3 Launching the Application... 4 File Menu... 4 Loading a File:... 4 To Load Multiple Files:... 4 Clearing Loaded Files:...
Section 3 Formatting
 Section 3 Formatting ECDL 5.0 Section 3 Formatting By the end of this Section you should be able to: Apply Formatting, Text Effects and Bullets Use Undo and Redo Change Alignment and Spacing Use Cut, Copy
Section 3 Formatting ECDL 5.0 Section 3 Formatting By the end of this Section you should be able to: Apply Formatting, Text Effects and Bullets Use Undo and Redo Change Alignment and Spacing Use Cut, Copy
TurboCAD Pro V17 Workplanes
 Donald B. Cheke TurboCAD Pro V17 Workplanes Demystifying TurboCAD Workplanes Donald B. Cheke 1 Copyright 2010 Donald B. Cheke TurboCAD is a registered trademark of IMSI/Design. Published by: Donald B.
Donald B. Cheke TurboCAD Pro V17 Workplanes Demystifying TurboCAD Workplanes Donald B. Cheke 1 Copyright 2010 Donald B. Cheke TurboCAD is a registered trademark of IMSI/Design. Published by: Donald B.
Learning the Pro/ENGINEER Interface
 2 Learning the Pro/ENGINEER Interface This chapter introduces the Pro/ENGINEER interface tools: the menus, the dashboards, the selection tools and the viewing controls. As you go through this chapter,
2 Learning the Pro/ENGINEER Interface This chapter introduces the Pro/ENGINEER interface tools: the menus, the dashboards, the selection tools and the viewing controls. As you go through this chapter,
PowerPoint 2016 Building a Presentation
 PowerPoint 2016 Building a Presentation What is PowerPoint? PowerPoint is presentation software that helps users quickly and efficiently create dynamic, professional-looking presentations through the use
PowerPoint 2016 Building a Presentation What is PowerPoint? PowerPoint is presentation software that helps users quickly and efficiently create dynamic, professional-looking presentations through the use
WAITOMO DISTRICT COUNCIL ONLINE MAPS. Updated June This document contains an overview of Waitomo District Council Online Maps
 WAITOMO DISTRICT COUNCIL ONLINE MAPS V8 Updated June2017 - This document contains an overview of Waitomo District Council Online Maps Table of Contents Starting Online Maps... 3 Main Screen... 4 Menu Bar...
WAITOMO DISTRICT COUNCIL ONLINE MAPS V8 Updated June2017 - This document contains an overview of Waitomo District Council Online Maps Table of Contents Starting Online Maps... 3 Main Screen... 4 Menu Bar...
Brief Introduction to MasterCAM X4
 Brief Introduction to MasterCAM X4 Fall 2013 Meung J Kim, Ph.D., Professor Department of Mechanical Engineering College of Engineering and Engineering Technology Northern Illinois University DeKalb, IL
Brief Introduction to MasterCAM X4 Fall 2013 Meung J Kim, Ph.D., Professor Department of Mechanical Engineering College of Engineering and Engineering Technology Northern Illinois University DeKalb, IL
Press the Plus + key to zoom in. Press the Minus - key to zoom out. Scroll the mouse wheel away from you to zoom in; towards you to zoom out.
 Navigate Around the Map Interactive maps provide many choices for displaying information, searching for more details, and moving around the map. Most navigation uses the mouse, but at times you may also
Navigate Around the Map Interactive maps provide many choices for displaying information, searching for more details, and moving around the map. Most navigation uses the mouse, but at times you may also
FlowNEST User s Guide. M-323 Version 6.0
 FlowNEST User s Guide M-323 Version 6.0 FLOWMASTER FlowNEST User's Guide Due to continuing product improvement, the information contained in this document is subject to change without notice. Flow International
FlowNEST User s Guide M-323 Version 6.0 FLOWMASTER FlowNEST User's Guide Due to continuing product improvement, the information contained in this document is subject to change without notice. Flow International
Quick Start Guide. ASR Automated Systems Research Inc. Toll free: Fax:
 Quick Start Guide ASR Automated Systems Research Inc. Toll free: 1-800-818-2051 Phone: 604-539-0122 e-mail: support@asrsoft.com Fax: 604-539-1334 www.asrsoft.com Copyright 1991-2014 ASR Automated Systems
Quick Start Guide ASR Automated Systems Research Inc. Toll free: 1-800-818-2051 Phone: 604-539-0122 e-mail: support@asrsoft.com Fax: 604-539-1334 www.asrsoft.com Copyright 1991-2014 ASR Automated Systems
Training Guide CAM Basic 1 Getting Started with WorkNC
 Training Guide CAM Basic 1 Getting Started with WorkNC Table of Contents Table of Contents 1 Training Guide Objectives 1-1 2 Introduction 2-1 2.1 Part Geometry Preparation 2-1 2.2 Starting WorkNC 2-2
Training Guide CAM Basic 1 Getting Started with WorkNC Table of Contents Table of Contents 1 Training Guide Objectives 1-1 2 Introduction 2-1 2.1 Part Geometry Preparation 2-1 2.2 Starting WorkNC 2-2
WDM Phasar User s Guide
 WDM Phasar User s Guide Phased Array WDM Device Design Software Version 2.0 for Windows WDM_Phasar User s Guide Phased Array WDM Device Design Software Copyright Opti wave Systems Inc. All rights reserved.
WDM Phasar User s Guide Phased Array WDM Device Design Software Version 2.0 for Windows WDM_Phasar User s Guide Phased Array WDM Device Design Software Copyright Opti wave Systems Inc. All rights reserved.
CPM-200 User Guide For Lighthouse for MAX
 CPM-200 User Guide For Lighthouse for MAX Contents Page Number Opening the software 2 Altering the page size & Orientation 3-4 Inserting Text 5 Editing Text 6 Inserting Graphics 7-8 Changing the Colour
CPM-200 User Guide For Lighthouse for MAX Contents Page Number Opening the software 2 Altering the page size & Orientation 3-4 Inserting Text 5 Editing Text 6 Inserting Graphics 7-8 Changing the Colour
Skateboard. Hanger. in the Feature Manager and click Sketch. (S) on the Sketch. Line
 on the Sketch. Line") Chapter 3 Skateboard Hanger A. Sketch 1. Step 1. Click File Menu > New, click Part Metric and OK. Step 2. Click Right Plane from the Content toolbar, Fig. 1. in the Feature Manager and click Sketch Step
Chapter 3 Skateboard Hanger A. Sketch 1. Step 1. Click File Menu > New, click Part Metric and OK. Step 2. Click Right Plane from the Content toolbar, Fig. 1. in the Feature Manager and click Sketch Step
DesignWorks- CrystalWork Skillbuilder
 DesignWorks- CrystalWork Skillbuilder Crystal Shapes & Fills The following exercise will cover the basics of filling and editing a Crystal shape. For detailed CrystalWork software instructions, review
DesignWorks- CrystalWork Skillbuilder Crystal Shapes & Fills The following exercise will cover the basics of filling and editing a Crystal shape. For detailed CrystalWork software instructions, review
Publication Number spse01695
 XpresRoute (tubing) Publication Number spse01695 XpresRoute (tubing) Publication Number spse01695 Proprietary and restricted rights notice This software and related documentation are proprietary to Siemens
XpresRoute (tubing) Publication Number spse01695 XpresRoute (tubing) Publication Number spse01695 Proprietary and restricted rights notice This software and related documentation are proprietary to Siemens
The Rectangular Problem
 C h a p t e r 2 The Rectangular Problem In this chapter, you will cover the following to World Class standards: The tools for simple 2D Computer Aided Drafting (CAD) The Command Line and the Tray The Line
C h a p t e r 2 The Rectangular Problem In this chapter, you will cover the following to World Class standards: The tools for simple 2D Computer Aided Drafting (CAD) The Command Line and the Tray The Line
What s new in EZCAM Version 18
 CAD/CAM w w w. e z c a m. com What s new in EZCAM Version 18 MILL: New Curve Machining Wizard A new Curve Machining Wizard accessible from the Machining menu automates the machining of common part features
CAD/CAM w w w. e z c a m. com What s new in EZCAM Version 18 MILL: New Curve Machining Wizard A new Curve Machining Wizard accessible from the Machining menu automates the machining of common part features
A Study of Angles & Curves
 A Study of Angles & Curves Method 1: Cutting Quilt Shapes/Using the Shapes Tools Open BERNINA CutWork Software. Make sure that Create New is selected. Click Next. Place a dot in front of New Graphic. Select
A Study of Angles & Curves Method 1: Cutting Quilt Shapes/Using the Shapes Tools Open BERNINA CutWork Software. Make sure that Create New is selected. Click Next. Place a dot in front of New Graphic. Select
Module 1: Basics of Solids Modeling with SolidWorks
 Module 1: Basics of Solids Modeling with SolidWorks Introduction SolidWorks is the state of the art in computer-aided design (CAD). SolidWorks represents an object in a virtual environment just as it exists
Module 1: Basics of Solids Modeling with SolidWorks Introduction SolidWorks is the state of the art in computer-aided design (CAD). SolidWorks represents an object in a virtual environment just as it exists
TRAINING GUIDE MILL-LESSON-FBM-1 FBM MILL AND FBM DRILL
 TRAINING GUIDE MILL-LESSON-FBM-1 FBM MILL AND FBM DRILL Mastercam Training Guide Objectives Previously in Mill-Lesson-6 and Mill-Lesson-7 geometry was created and machined using standard Mastercam methods.
TRAINING GUIDE MILL-LESSON-FBM-1 FBM MILL AND FBM DRILL Mastercam Training Guide Objectives Previously in Mill-Lesson-6 and Mill-Lesson-7 geometry was created and machined using standard Mastercam methods.
SolidWorks Intro Part 1b
 SolidWorks Intro Part 1b Dave Touretzky and Susan Finger 1. Create a new part We ll create a CAD model of the 2 ½ D key fob below to make on the laser cutter. Select File New Templates IPSpart If the SolidWorks
SolidWorks Intro Part 1b Dave Touretzky and Susan Finger 1. Create a new part We ll create a CAD model of the 2 ½ D key fob below to make on the laser cutter. Select File New Templates IPSpart If the SolidWorks
SIMPLY PRODUCTIVE NEW:
 Camtek.de ENGLISH 2 PEPS Version 8.1 Wire EDM SIMPLY PRODUCTIVE PEPS is one of the leading CAD/CAM systems. With more than 30 years of practical experience and more than 40,000 installations, PEPS is unparalleled:
Camtek.de ENGLISH 2 PEPS Version 8.1 Wire EDM SIMPLY PRODUCTIVE PEPS is one of the leading CAD/CAM systems. With more than 30 years of practical experience and more than 40,000 installations, PEPS is unparalleled:
Battery Holder. Chapter 9. Boat. A. Front Extrude. Step 1. Click File Menu > New, click Part and OK. SolidWorks 10 BATTERY HOLDER AA BOAT Page 9-1
 Chapter 9 Boat Battery Holder A. Front Extrude. Step 1. Click File Menu > New, click Part and OK. AA Step 2. Click Front (plane) in the Feature Manager and click Sketch from the Content toolbar, Fig. 1.
Chapter 9 Boat Battery Holder A. Front Extrude. Step 1. Click File Menu > New, click Part and OK. AA Step 2. Click Front (plane) in the Feature Manager and click Sketch from the Content toolbar, Fig. 1.
With ClaroIdeas you can quickly and easily create idea maps using a combination of words, symbols and pictures.
 Welcome to ClaroIdeas ClaroIdeas is a fresh tool to support the creation and editing of concept maps or idea maps using visual and audio components. It has been specifically developed to support people
Welcome to ClaroIdeas ClaroIdeas is a fresh tool to support the creation and editing of concept maps or idea maps using visual and audio components. It has been specifically developed to support people
Surfer 3D 3D Tool path Software USER GUIDE
 Surfer 3D 3D Tool path Software USER GUIDE Larken Automation Inc. October 2003 Table of Contents Surfer 3d Installation System Requirement Installation Software Hacking Copyright Notice Introduction What
Surfer 3D 3D Tool path Software USER GUIDE Larken Automation Inc. October 2003 Table of Contents Surfer 3d Installation System Requirement Installation Software Hacking Copyright Notice Introduction What
FAGOR AUTOMATION MC TRAINING MANUAL
 FAGOR AUTOMATION MC TRAINING MANUAL ACER MC TRAINING MANUAL 8 holes 1/2" depth grid pattern R0.125 1.5 6 unit: inch R0.25 4 1.25 2 2.675 1/2" depth rectangular pocket 1/2" depth circular pocket R0.75 8
FAGOR AUTOMATION MC TRAINING MANUAL ACER MC TRAINING MANUAL 8 holes 1/2" depth grid pattern R0.125 1.5 6 unit: inch R0.25 4 1.25 2 2.675 1/2" depth rectangular pocket 1/2" depth circular pocket R0.75 8
LinkMotion and CorelDraw 9, 10, 11, 12, X3, X4, X5, X6, X7 and X8:
 LinkMotion and CorelDraw 9, 10, 11, 12, X3, X4, X5, X6, X7 and X8: After you install LinkMotion software and set up all settings launch CorelDraw software. Important notes: Solustan s LinkMotion driver
LinkMotion and CorelDraw 9, 10, 11, 12, X3, X4, X5, X6, X7 and X8: After you install LinkMotion software and set up all settings launch CorelDraw software. Important notes: Solustan s LinkMotion driver
Microsoft PowerPoint 2007 Beginning
 Microsoft PowerPoint 2007 Beginning Educational Technology Center PowerPoint Presentations on the Web... 2 Starting PowerPoint... 2 Opening a Presentation... 2 Microsoft Office Button... 3 Quick Access
Microsoft PowerPoint 2007 Beginning Educational Technology Center PowerPoint Presentations on the Web... 2 Starting PowerPoint... 2 Opening a Presentation... 2 Microsoft Office Button... 3 Quick Access
StitchGraph User Guide V1.8
 StitchGraph User Guide V1.8 Thanks for buying StitchGraph: the easy way to create stitch layouts for hardanger and other complex embroidery stitch types. StitchGraph is intended to allow you to create
StitchGraph User Guide V1.8 Thanks for buying StitchGraph: the easy way to create stitch layouts for hardanger and other complex embroidery stitch types. StitchGraph is intended to allow you to create
Virtual MODELA USER'S MANUAL
 Virtual MODELA USER'S MANUAL Virtual MODELA is a program that simulates the movement of the tool on the screen. Contents Contents Part 1 Introduction 1-1 System Requirements... 4 1-2 Overview of Virtual
Virtual MODELA USER'S MANUAL Virtual MODELA is a program that simulates the movement of the tool on the screen. Contents Contents Part 1 Introduction 1-1 System Requirements... 4 1-2 Overview of Virtual
Using SymPrint to Make Overlays, Templates & More...
 Welcome to SymPrint SymPrint is an easy-to-use tool for creating communication overlays, worksheets, classroom activities and more using a modern toolbar and common-sense interface modeled after the programs
Welcome to SymPrint SymPrint is an easy-to-use tool for creating communication overlays, worksheets, classroom activities and more using a modern toolbar and common-sense interface modeled after the programs
SolidWorks 2½D Parts
 SolidWorks 2½D Parts IDeATe Laser Micro Part 1b Dave Touretzky and Susan Finger 1. Create a new part In this lab, you ll create a CAD model of the 2 ½ D key fob below to make on the laser cutter. Select
SolidWorks 2½D Parts IDeATe Laser Micro Part 1b Dave Touretzky and Susan Finger 1. Create a new part In this lab, you ll create a CAD model of the 2 ½ D key fob below to make on the laser cutter. Select
DA-CAD User Manual Dürkopp Adler AG
 DA-CAD 5000 User Manual DA-CAD 5000 All rights reserved No parts of this work may be reproduced in any form or by any means - graphic, electronic, or mechanical, including photocopying, recording, taping,
DA-CAD 5000 User Manual DA-CAD 5000 All rights reserved No parts of this work may be reproduced in any form or by any means - graphic, electronic, or mechanical, including photocopying, recording, taping,
Quick Crash Scene Tutorial
 Quick Crash Scene Tutorial With Crash Zone or Crime Zone, even new users can create a quick crash scene diagram in less than 10 minutes! In this tutorial we ll show how to use Crash Zone s unique features
Quick Crash Scene Tutorial With Crash Zone or Crime Zone, even new users can create a quick crash scene diagram in less than 10 minutes! In this tutorial we ll show how to use Crash Zone s unique features
Body. Chapter 1. Simple Machines. A. New Part. Step 1. Click File Menu > New.
 Chapter 1 A. New Part. Step 1. Click File Menu > New. Simple Machines Body Step 2. Click Part from the list and click OK, Fig. 1. B. Sketch Construction Rectangle. Step 1. Click Right Plane in the Feature
Chapter 1 A. New Part. Step 1. Click File Menu > New. Simple Machines Body Step 2. Click Part from the list and click OK, Fig. 1. B. Sketch Construction Rectangle. Step 1. Click Right Plane in the Feature
Chair. Top Rail. on the Standard Views toolbar. (Ctrl-7) on the Weldments toolbar. at bottom left corner of display to deter- mine sketch plane.
 on the Weldments toolbar. at bottom left corner of display to deter- mine sketch plane.") Chapter 7 A. 3D Sketch. Step 1. If necessary, open your CHAIR file. Chair Top Rail Step 2. Click Isometric on the Standard Views toolbar. (Ctrl-7) Step 3. Zoom in around top of back leg, Fig. 1. To zoom,
Chapter 7 A. 3D Sketch. Step 1. If necessary, open your CHAIR file. Chair Top Rail Step 2. Click Isometric on the Standard Views toolbar. (Ctrl-7) Step 3. Zoom in around top of back leg, Fig. 1. To zoom,
MASTERCAM DYNAMIC MILLING TUTORIAL. June 2018
 MASTERCAM DYNAMIC MILLING TUTORIAL June 2018 MASTERCAM DYNAMIC MILLING TUTORIAL June 2018 2018 CNC Software, Inc. All rights reserved. Software: Mastercam 2019 Terms of Use Use of this document is subject
MASTERCAM DYNAMIC MILLING TUTORIAL June 2018 MASTERCAM DYNAMIC MILLING TUTORIAL June 2018 2018 CNC Software, Inc. All rights reserved. Software: Mastercam 2019 Terms of Use Use of this document is subject
User Manual Version 1.1 January 2015
 User Manual Version 1.1 January 2015 - 2 / 112 - V1.1 Variegator... 7 Variegator Features... 7 1. Variable elements... 7 2. Static elements... 7 3. Element Manipulation... 7 4. Document Formats... 7 5.
User Manual Version 1.1 January 2015 - 2 / 112 - V1.1 Variegator... 7 Variegator Features... 7 1. Variable elements... 7 2. Static elements... 7 3. Element Manipulation... 7 4. Document Formats... 7 5.
The scan tools are used to convert and edit bitmap images so that they can be cut or routed by the Torchmate.
 Scan Tools The scan tools are used to convert and edit bitmap images so that they can be cut or routed by the Torchmate. Upon clicking the Scan tool, the flyout opens exposing the two scanning options.
Scan Tools The scan tools are used to convert and edit bitmap images so that they can be cut or routed by the Torchmate. Upon clicking the Scan tool, the flyout opens exposing the two scanning options.
User Guide. for. JewelCAD Professional Version 2.0
 User Guide Page 1 of 121 User Guide for JewelCAD Professional Version 2.0-1 - User Guide Page 2 of 121 Table of Content 1. Introduction... 7 1.1. Purpose of this document... 7 2. Launch JewelCAD Professional
User Guide Page 1 of 121 User Guide for JewelCAD Professional Version 2.0-1 - User Guide Page 2 of 121 Table of Content 1. Introduction... 7 1.1. Purpose of this document... 7 2. Launch JewelCAD Professional